
Understanding Aluminium Window Extrusions and Why Your Supplier Matters
Every aluminium window starts as a heated billet of alloy pushed through a precision-machined steel die. What emerges on the other side is a continuous length of shaped profile — the structural DNA of the finished window system. These aluminium window extrusions form the frames, sashes, mullions, and transoms that hold glass in place, resist wind loads, and define the sightlines of a building’s facade.
What Are Aluminium Window Extrusions
The extrusion process works much like squeezing toothpaste from a tube — except the tube opening is a hardened steel die cut to a precise cross-sectional shape, and the force comes from a hydraulic ram applying immense pressure. The resulting aluminium window profiles can be solid, semi-hollow, or fully hollow with internal chambers that add structural rigidity and thermal performance. These profiles arrive as raw or surface-finished lengths, ready for fabricators to cut, machine, and assemble into complete window units. Common profile types include frame sections, opening sashes, fixed transoms, and structural mullions — each with geometry tailored to its function within the window system.
Who Needs an Extrusions Supplier
Several distinct buyer segments rely on aluminium window extrusions suppliers. Window fabricators source stock lengths of standard profiles for volume production. Builders and developers need project-specific aluminum window frame extrusions matched to architectural drawings and performance specifications. Architects specify custom sections when design intent demands unique sightlines or non-standard configurations. Each group interacts with suppliers differently, but all share the same dependency on consistent quality and reliable delivery.
Your supplier relationship determines far more than material cost. It shapes design flexibility, lead time reliability, and downstream fabrication efficiency — three factors that directly affect whether a project finishes on time and performs as specified.
This guide is built as a neutral resource for anyone sourcing aluminum window extrusions or evaluating aluminium window suppliers. The sections ahead break down alloy selection, profile complexity, surface treatments, thermal performance, and supplier evaluation — the technical knowledge that separates informed procurement from costly guesswork.

Alloy Grades and Temper Designations for Window Profiles
The aluminium alloy behind your window profile dictates everything from how cleanly it extrudes through a die to how it looks after anodising or powder coating — and ultimately how it performs over decades of service. Choosing the right aluminum window frame material is not a commodity decision, yet many buyers treat it as one.
Why 6063 Dominates Window Extrusion Applications
Walk into any fenestration factory in Australia and the billet stock will almost certainly be 6063 aluminium — a magnesium-silicon alloy containing roughly 0.6% silicon and 0.9% magnesium. This composition creates an ideal balance of three properties that matter most for an extruded aluminum window frame: outstanding extrudability through complex hollow dies, a naturally smooth surface that responds beautifully to anodising and powder coating, and sufficient structural strength for fenestration loads.
Compared to higher-strength alloys, 6063 flows more easily through intricate die geometries. That means suppliers can produce the multi-chamber hollow sections needed for modern aluminium window profiles — profiles with internal drainage channels, hardware pockets, and thermal break cavities — without excessive die wear or surface tearing. The result is a superior aluminium frame finish straight off the press, reducing rework and scrap rates.
In European and Australian markets, you will also encounter 6060 aluminium. It sits slightly below 6063 in strength but offers exceptional formability and dimensional accuracy for thin-walled, precision profiles. Some suppliers use it for decorative or architecturally complex sections where tight tolerances matter more than load capacity.
What about 6061? Despite delivering tensile strengths above 290 MPa in T6 temper, it is rarely used for aluminum window profiles. The higher magnesium and silicon content that gives 6061 its strength also makes it harder to push through complex hollow dies and produces a duller, less uniform surface after anodising. For aluminium structural framing in windows and doors, 6063 simply offers the better trade-off. When a supplier lists multiple alloy options across 6060 and 6063, that signals manufacturing versatility and the ability to match material precisely to application demands.
Temper Designations That Affect Performance
Alloy grade tells you what the metal is made of. Temper tells you how it was processed after extrusion — and that processing step determines the mechanical properties you actually get in the finished aluminum window profile.
The two tempers you will see most often for window extrusions are T5 and T6:
- T5 — the profile is air-cooled directly after exiting the extrusion press, then artificially aged. This produces lower residual stresses and excellent dimensional stability, making it well-suited for complex thin-walled sections.
- T6 — the profile undergoes a separate solution heat treatment (reheated to approximately 530°C), is rapidly quenched in water, and then artificially aged. This additional processing produces higher yield and tensile strength but adds cost and can introduce slight distortion in intricate shapes.
For most standard residential aluminum alloy windows — casement, awning, and sliding types in typical span ranges — 6063-T5 provides more than adequate performance. The lower internal stresses also mean better dimensional consistency across production runs, which translates directly into fabrication efficiency and reliable weatherseal fit.
T6 becomes the right call for commercial applications with high wind-load requirements, large unsupported spans, or situations where reducing member size matters for sightline minimisation. The roughly 30% increase in yield strength lets engineers specify slimmer aluminium window profiles without sacrificing deflection performance — a genuine advantage for high-rise curtain walls and expansive shopfront glazing.
| Property | 6060-T6 | 6063-T5 | 6063-T6 |
|---|---|---|---|
| Ultimate Tensile Strength | 180–215 MPa | ~145 MPa | ~190 MPa |
| Yield Strength | 120–150 MPa | ~110 MPa | ~160 MPa |
| Extrudability | Exceptional | Excellent | Excellent |
| Surface Finish Quality | Very high | High | High |
| Typical Window Applications | Precision decorative profiles, thin-walled architectural sections | Standard residential frames, sashes, and transoms | Commercial frames, high wind-load zones, large-span mullions |
The takeaway for procurement teams: always confirm both alloy and temper when requesting quotes. A specification that reads simply “6063” without a temper designation leaves too much ambiguity — and ambiguity in aluminium frame specification is where performance gaps and project delays begin to creep in. The profile complexity you choose next will further shape both cost and capability.
Profile Complexity and Its Impact on Cost and Lead Time
A flat bar and a multi-chamber window frame section might both be made from 6063-T5, but they sit at opposite ends of the manufacturing cost spectrum. The reason is die complexity — and understanding this relationship gives buyers real leverage when negotiating pricing and minimum order quantities with aluminium window extrusions suppliers.
Extruded aluminium profiles fall into three categories based on cross-sectional geometry, each requiring progressively more sophisticated tooling:
- Solid profiles — simple cross-sections with no enclosed voids. Think flat bars, angles, and T-sections. The die is a single steel disc with a shaped opening, making it the cheapest to manufacture and maintain.
- Semi-hollow profiles — sections with partially enclosed voids where the tongue ratio (depth-to-gap of the opening) exceeds a threshold. These need sturdier dies to prevent tongue deflection under extrusion pressure.
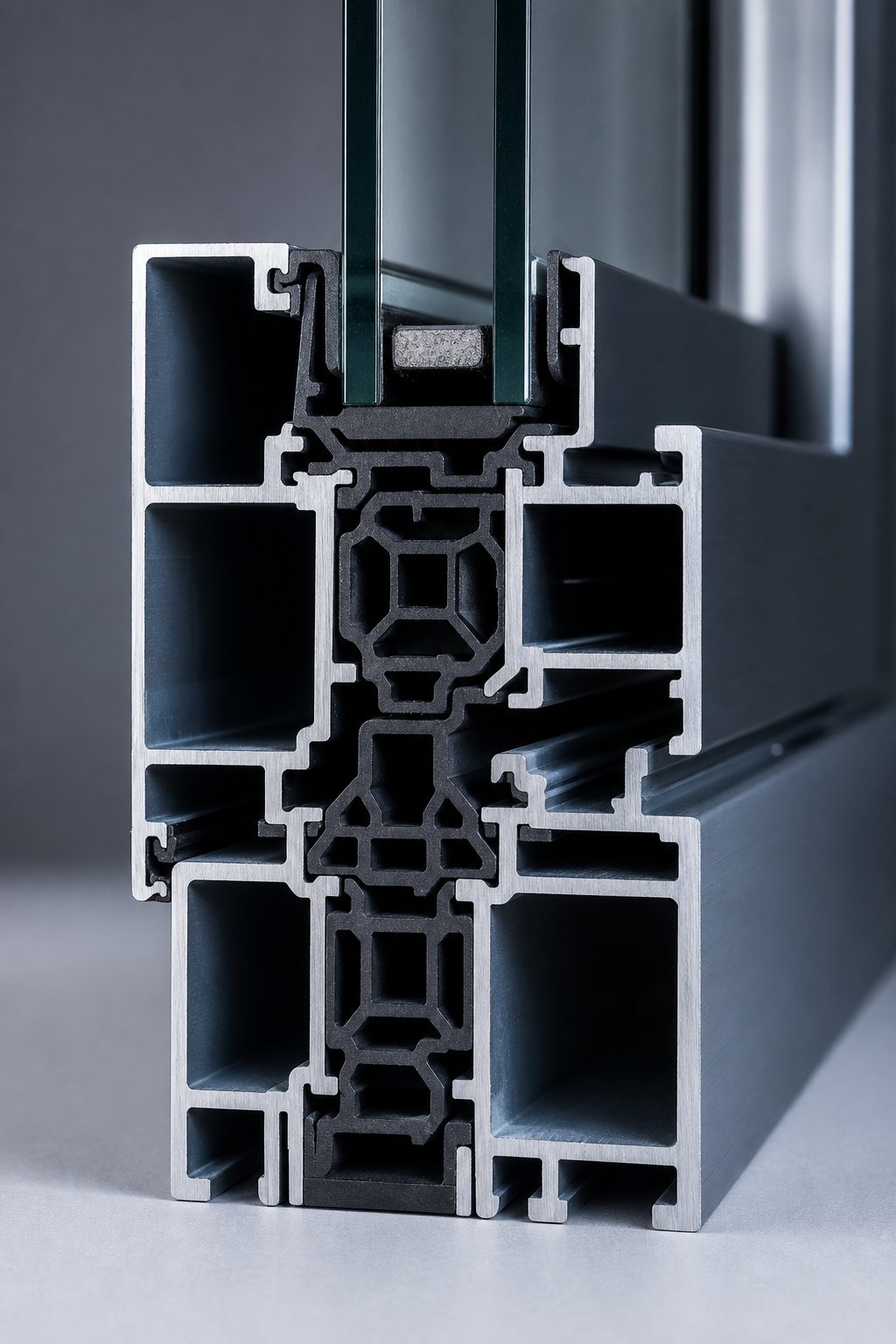
- Hollow profiles — fully enclosed chambers created by a mandrel-and-cap die assembly. The aluminium splits around internal supports (called bridges or webs), then welds back together before exiting the die opening. Window frame sections almost always fall into this category.
Most aluminium extruded profile geometries used in fenestration are hollow. A typical casement frame section contains two or three internal chambers that provide structural rigidity, drainage pathways, and space for thermal break insertion. Sliding window tracks add further complexity with integrated roller channels and interlocking geometries.
How Profile Complexity Drives Tooling and Unit Cost
Die cost scales directly with complexity. A solid profile die might cost around $1,900 AUD, while a standard hollow die runs closer to $3,000 AUD. Complex multi-hollow sections — the kind common in high-performance aluminum window extrusion profiles — can push tooling costs to $7,500 AUD or higher, depending on the number of chambers, wall thicknesses, and overall circumscribing circle diameter.
The critical point for buyers: this tooling investment is a fixed upfront cost, amortized across every metre of profile produced from that die. Order 500 kg and the die cost represents a significant per-metre surcharge. Order 5 tonnes across multiple project stages and it becomes negligible. This is precisely why minimum order quantities exist — they are not arbitrary supplier policies but a reflection of production economics. Savvy procurement teams negotiate MOQs by demonstrating forecasted volume across a project timeline, not just a single delivery.
Die lead times also track with complexity. Simple solid dies can be ready in under two weeks. A multi-chamber hollow window extrusion die typically requires 10 to 15 business days for fabrication, followed by trial runs and sample approval before bulk production begins.
Standard Catalogue Profiles vs Custom Sections
Not every project demands bespoke tooling. Many suppliers maintain libraries of standard aluminium extrusions — proven window profile geometries suited to common configurations like casement, sliding, awning, and fixed-lite systems. Choosing a catalogue profile eliminates die costs entirely, reduces lead times to stock availability, and often comes with lower MOQs since the supplier is already running those dies for multiple customers.
Extruded aluminum windows built from standard profiles perform well for the majority of residential and light commercial applications. The economics are straightforward: if a catalogue section meets your structural, thermal, and aesthetic requirements, there is no rational reason to pay for custom tooling.
Custom die development becomes justified when project requirements push beyond what catalogue geometry can deliver. Factors that typically drive a project toward custom aluminum window extrusion profiles include:
- Unique aesthetic requirements — ultra-slim sightlines, concealed hardware channels, or non-rectangular frame shapes that no standard section accommodates
- Specific structural performance targets — high wind-load zones (cyclone-rated regions in northern Queensland, for example) where standard sections lack sufficient moment of inertia
- Proprietary hardware integration — custom lock keeps, hinge pockets, or rolling gear channels designed for a specific hardware system
- Non-standard glazing configurations — triple glazing, stepped IGU rebates, or structural silicone glazing that requires wider bite dimensions than standard beads provide
- Thermal break geometry — deeper polyamide cavities or asymmetric break configurations needed to hit target U-values under NCC energy provisions
The decision is ultimately a volume equation. If custom geometry serves a single small project, the tooling cost rarely makes sense. If it underpins a product range or a multi-stage development, the per-unit cost drops rapidly and the performance and market differentiation gains justify the investment. The surface treatment applied to these profiles — whether standard catalogue or custom — then becomes the next major variable affecting both project cost and long-term durability.
Surface Treatments That Affect Longevity and Project Cost
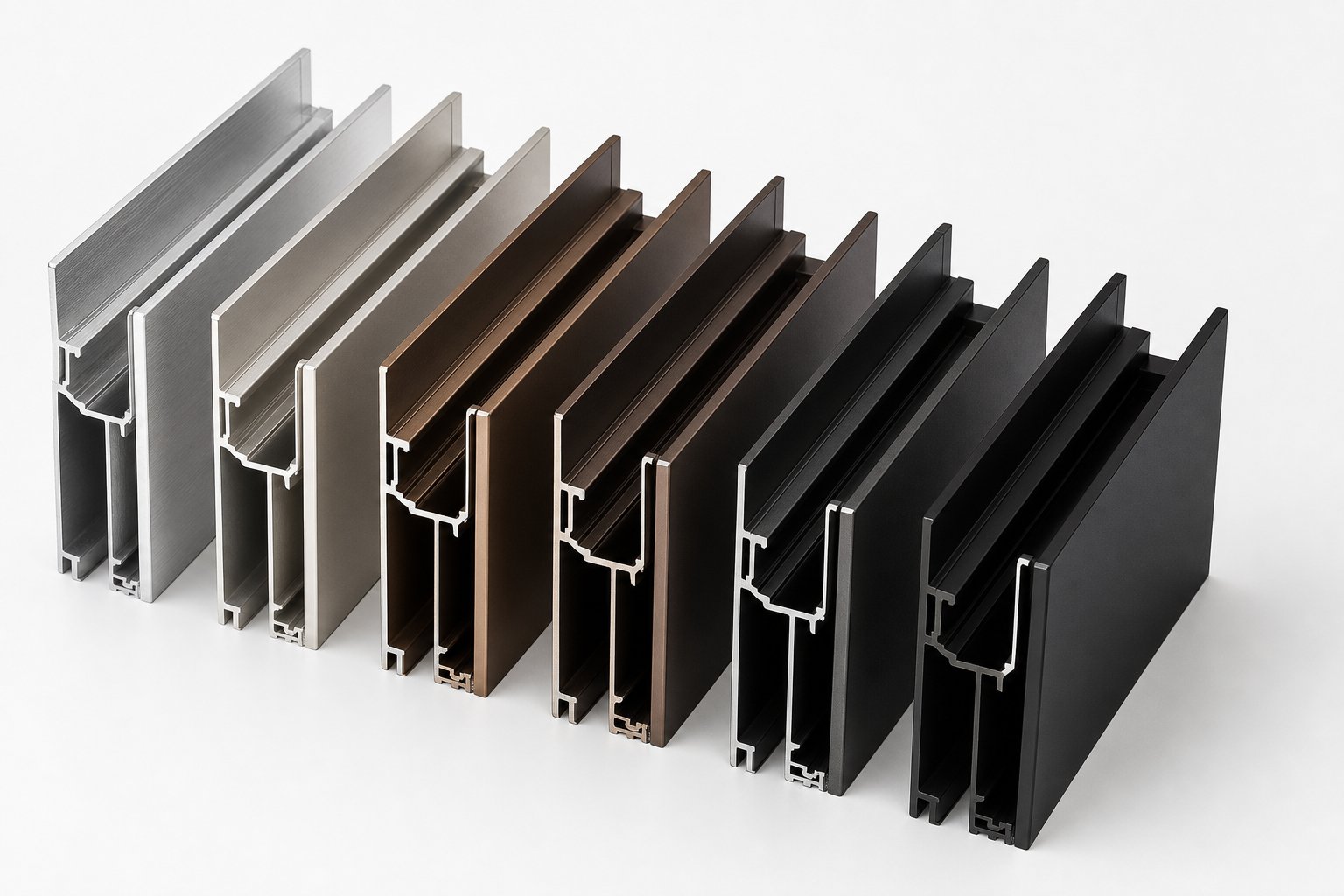
A perfectly extruded aluminium profile is only half the story. Without proper surface treatment, that raw metal is vulnerable to staining, oxidation, and environmental degradation — particularly in Australia’s harsh coastal and high-UV conditions. The finish you specify determines how your aluminum window profiles will look in year one and in year twenty. It also reveals a lot about your supplier’s capabilities, because not every extruder offers the full spectrum of treatments, and quality varies dramatically between facilities.
Surface treatment is where aesthetics, durability, and budget collide. Understanding the options helps you match finish grade to exposure conditions rather than defaulting to whatever a supplier happens to stock.
Anodising for Durability and Natural Aesthetics
Anodising is fundamentally different from paint or powder coat. Rather than applying a layer on top of the aluminium, the process uses electrolytic oxidation to convert the metal’s own surface into a hard, dense aluminium oxide film. This oxide is chemically bonded to the substrate — it cannot peel, flake, or blister because it is the aluminium, transformed at a molecular level.
The resulting layer is ceramic in nature, UV-stable, and highly resistant to abrasion and salt spray. For anodized aluminum frame windows in coastal environments — think beachfront developments along the NSW coast or exposed sites in Western Australia — this integral oxide barrier provides corrosion protection that surface-applied coatings struggle to match over equivalent lifespans.
Architectural-grade anodising for external applications typically requires a minimum oxide thickness of 20 to 25 microns. In Australia, the 25-micron standard applies to severe exposure zones including marine and high-pollution environments. Thinner layers (10 to 15 microns) suit indoor or sheltered applications where abrasion and weather exposure are minimal.
The Qualanod quality mark is the certification to look for. It verifies that the anodiser meets independently audited requirements for oxide thickness, sealing quality, colour tolerance, and visual consistency — all critical for commercial aluminum window frames where facade uniformity across hundreds of openings is non-negotiable. Suppliers holding Qualanod accreditation (or sourcing from accredited anodisers) signal a commitment to process control that directly reduces buyer risk.
Colour options in anodising are more limited than powder coating — primarily natural silver, bronze, champagne, and black tones achieved through electrolytic metal-salt deposition rather than surface pigments. The trade-off is extraordinary longevity: because there are no pigments to degrade, anodised finishes remain colour-stable for decades, with service life expectations exceeding 40 years and even approaching 80 years under normal conditions.
Powder Coating and PVDF for Colour Flexibility
Powder coating dominates the residential and commercial aluminum glazing extrusions market for one simple reason: colour freedom. Virtually any RAL shade can be matched, from muted neutrals through bold feature colours, giving architects and homeowners complete design flexibility. The process involves electrostatically spraying dry powder particles onto the aluminium surface, then curing at high temperature to form a tough, uniform film typically 60 to 80 microns thick.
Not all powder coatings perform equally, though. The AAMA specification system grades coatings by durability tier:
- AAMA 2603 — general-use coatings for sheltered or low-exposure applications. Adequate for interior aluminium or protected locations with minimal UV and weather exposure.
- AAMA 2604 — high-performance coatings tested to 3,000 hours of humidity resistance and offering significantly better chalk and fade performance. Suitable for most Australian residential and commercial aluminum window details where moderate weather exposure is expected.
- AAMA 2605 — superior-performance coatings based on PVDF (polyvinylidene fluoride) resins, commonly known by the Kynar brand name. These coatings must contain a minimum 70% PVDF resin and are tested to 10 years of Florida-equivalent exposure. They deliver exceptional resistance to UV degradation, chalking, and colour fade.
For commercial aluminum window frames on high-rise projects, beachfront developments, or anywhere with intense UV and salt-air exposure, PVDF-based coatings to AAMA 2605 standard represent the performance benchmark. The higher upfront cost is offset by dramatically reduced maintenance and recoating cycles over the building’s service life — a calculation that matters when access costs for re-finishing upper-storey facades can dwarf material costs.
Electrophoresis (e-coating) deserves a mention as a pre-treatment layer sometimes applied beneath powder coat. This electrochemical deposition creates a thin, highly uniform organic film that enhances corrosion resistance in demanding environments. It is particularly valuable for commercial aluminum window details in tropical and coastal regions of northern Queensland and the Northern Territory, where salt, humidity, and cyclonic rain combine to stress conventional single-layer finishes.
Matching Finish Grade to Project Exposure
The table below compares the four primary surface treatment options across the factors that matter most during specification:
| Surface Treatment | Relative Cost | Colour Options | Durability Rating | Ideal Application Environment |
|---|---|---|---|---|
| Architectural Anodising (20-25 microns) | Medium-High | Limited (natural metallic tones: silver, bronze, black, champagne) | Excellent — 40+ year colour stability, hardness of 300-400 Vickers | Coastal, marine, high-pollution, heritage projects requiring metallic aesthetic |
| Standard Powder Coat (AAMA 2603/2604) | Low-Medium | Virtually unlimited RAL colours and textures | Good to Very Good — 10-20 year performance depending on tier | Residential, light commercial, sheltered or moderate-exposure locations |
| High-Performance Powder Coat (AAMA 2604) | Medium | Wide RAL range | Very Good — 3,000 hours humidity resistance, superior fade resistance | Standard commercial, multi-storey residential, moderate coastal exposure |
| PVDF / Fluoropolymer (AAMA 2605) | High | Broad palette, though slightly more limited than standard powder coat | Superior — 10+ years tested exposure, minimal chalk and fade | High-rise commercial, severe coastal, tropical, high-UV environments |
A supplier’s ability to offer multiple treatment options — and advise accurately on which grade suits your project’s exposure conditions — is a genuine capability differentiator. Some extruders finish in-house, giving them tighter quality control and shorter lead times. Others outsource to third-party coaters, which can add coordination complexity and transit-related surface damage risks. When evaluating potential partners, asking whether finishing is handled internally or externally tells you a lot about their process integration and accountability for the end product.
Surface treatment protects the aluminium from its environment. But the frame’s thermal behaviour — how it manages heat transfer between inside and out — depends on a completely different engineering solution built into the profile geometry itself.
Thermal Break Technology and Energy Performance Specification
Aluminium conducts heat roughly 1,000 times faster than timber. That property makes it brilliant for heat sinks — and problematic for window frames. Without intervention, a continuous aluminium profile acts as a thermal highway, transferring outdoor temperatures straight through the wall plane. In heating season your warmth escapes outward; in summer, solar-heated exterior metal radiates inward. The result is higher energy bills, cold interior surfaces, and condensation that can damage surrounding finishes. Thermal break technology exists to solve this problem, and it is the single most significant performance variable in modern aluminium window systems.
How Thermal Break Design Works in Extrusion Profiles
A thermally broken profile is not one piece of aluminium — it is two. An interior section and an exterior section are structurally connected by a low-conductivity barrier, typically polyamide PA66 reinforced with 25% glass fibre (PA66 GF25). This material has a thermal conductivity of approximately 0.30 W/(m·K) compared to aluminium’s 160 W/(m·K), effectively stopping conductive heat transfer at the frame.
Two manufacturing methods create this connection:
- Pour-and-debridge — liquid polyamide resin is poured into a channel machined along the profile, allowed to cure, then the aluminium base of the channel is mechanically cut away, leaving the polyamide as the sole structural bridge between inner and outer sections.
- Strip insertion (crimp/roll-in) — pre-formed polyamide strips with profiled edges are mechanically crimped into precision-knurled grooves in the aluminium. This is the dominant method for aluminium framing system production globally, offering consistent shear strength and reliable long-term dimensional stability.
The depth (or width) of the thermal break strip directly governs thermal resistance. Standard strips start around 14.8 mm for entry-level performance. High-performance aluminium window systems specified for commercial window frames or passive-house-grade projects use strips of 24 mm, 35 mm, or wider. Each additional millimetre of polyamide width reduces the frame U-value further, because heat must travel a longer path through the insulating material before reaching the opposite aluminium section. Multi-chamber profile designs compound this benefit — trapped air within the hollows on each side of the break adds supplementary insulating layers.
Specifying Thermal Performance When Sourcing Extrusions
Thermal break geometry is locked in at the profile design stage. It cannot be retrofitted or added after extrusion. This means performance targets must be defined before tooling begins — a point many buyers discover too late when they find their chosen profile cannot meet energy code requirements.
The specification conversation starts with target outcomes. Frame U-values (measured in W/m²K) and condensation resistance ratings translate directly into profile geometry decisions: break width, number of internal chambers, and the relative positions of interior and exterior aluminium sections. A basic thermal break frame might achieve a frame U-value of 2.0 to 2.5 W/m²K. Enhanced configurations — deeper breaks combined with multi-chamber designs — can push frame performance down to 1.2 W/m²K or below, territory that satisfies demanding aluminum frame system requirements for high-rise and aluminum commercial windows applications.
Australian buyers need to reference the NCC (National Construction Code) energy provisions, which set minimum glazing performance requirements tied to climate zone and building classification. These provisions increasingly push residential and commercial projects toward thermally broken frames, particularly in climate zones 1 through 4 and zones 7 to 8 where heating or cooling loads are substantial. Internationally, EN 14024 governs the mechanical performance of thermal break profiles — shear strength, transverse tensile strength, and resistance to thermal cycling — ensuring the polyamide connection remains structurally sound over decades of service. For aluminum window wall applications on commercial facades, compliance with these mechanical performance standards is essential to maintain both thermal and structural integrity across large glazed areas.
Thermal break specification is a key capability differentiator among suppliers. Not all extrusion companies have the engineering depth to advise on break width selection, chamber configuration, and profile geometry optimisation for target U-values. If a supplier cannot discuss thermal performance in quantifiable terms — or defaults to a single break width regardless of project requirements — that is a signal their technical support may fall short when your project demands precision.
The performance numbers you specify here flow directly into the RFQ document. Defining those numbers clearly — frame U-value targets, applicable NCC climate zone, and any project-specific condensation resistance requirements — gives suppliers the information they need to propose appropriate profile solutions and quote accurately.
Technical Specifications Every Buyer Should Define in an RFQ
A vague request for quote gets a vague response. When procurement teams send incomplete specifications to aluminium window extrusions suppliers, they receive prices that are impossible to compare — because each supplier fills the gaps with different assumptions. The fix is straightforward: define every critical parameter upfront so quotes arrive on a level playing field.
This section breaks down the dimensional, structural, and performance language you need to speak fluently when specifying aluminium profiles for window projects.
Critical Dimensions and Tolerances
Wall thickness is the first number that matters. Most Australian and international standards set a minimum of 1.4 mm for residential window profiles — the threshold below which sections become too flexible to resist operational forces and maintain weatherseal compression. Commercial aluminum window framing typically demands 1.6 mm or greater, with high-rise and cyclone-rated applications sometimes pushing to 2.0 mm or above. Thicker walls add weight and material cost but deliver proportionally higher moment of inertia, which is the structural property that determines how far a profile deflects under wind load across a given span.
Dimensional tolerances govern how precisely the extruded cross-section matches its design intent. The EN 12020 standard (and the broader EN 755 series) defines allowable deviations for wall thickness, external dimensions, and geometric features like angularity and straightness. For window profiles, tighter tolerances matter in practical ways: they ensure gaskets seat consistently, hardware aligns without shimming, and mitred corners close cleanly during fabrication. When a supplier cannot hold tolerances, every downstream process — cutting, machining, assembly, glazing — becomes less efficient and more error-prone.
Moment of inertia (expressed as Ix and Iy values in cm⁴) deserves more attention than it typically receives. Rather than specifying only external dimensions, requesting specific section properties allows structural engineers to verify span performance directly. Two window profiles with identical frame depths can have vastly different stiffness depending on internal chamber geometry and wall distribution. Specifying Ix and Iy values removes ambiguity and ensures the aluminum frame for windows you receive actually performs to the structural assumptions in your engineering calculations.
Standard Profile Dimensions for Common Window Types
Frame depth varies by window type and performance tier. Typical ranges for common configurations:
- Casement and awning systems — 50 to 70 mm frame depth. Slimmer sections suit residential applications; deeper frames accommodate larger thermal breaks and higher structural demands.
- Sliding window and door systems — 70 to 100 mm or more. The additional depth accommodates roller tracks, interlocking stiles, and the structural requirements of wider openings.
- Tilt-and-turn systems — typically 60 to 80 mm. The complex hardware mechanisms require precise internal geometry, making these among the most dimensionally demanding window profiles to extrude.
These ranges shift depending on system brand, performance tier, and whether the profile is thermally broken. Standard aluminum window sizes within catalogue systems are designed around these depth ranges, but custom projects may fall outside them when performance or aesthetic targets demand non-standard geometry. Always confirm that your required frame depth sits within the supplier’s press capacity and die design capability.
The table below outlines the parameters a buyer should define in every RFQ, along with their relative impact on pricing:
| Specification Parameter | Typical Range / Options | Pricing Impact |
|---|---|---|
| Alloy and Temper | 6063-T5, 6063-T6, 6060-T6 | Moderate — T6 adds processing cost over T5 |
| Wall Thickness | 1.4 mm (residential min) to 2.0 mm+ (commercial) | High — directly increases material weight per metre |
| Frame Depth | 50–100 mm depending on system type | Moderate — affects die size and press tonnage required |
| Thermal Break Width | 14.8 mm (standard) to 35 mm+ (high performance) | High — wider breaks require more polyamide and complex assembly |
| Surface Treatment | Anodised, powder coat (2603/2604/2605), PVDF | High — PVDF and architectural anodising significantly exceed standard powder coat |
| Colour | RAL standard or custom match | Low-Moderate — standard colours cost less; custom matches add surcharges |
| Required Certifications | ISO 9001, Qualicoat, Qualanod, AAMA verification | Low directly, but limits supplier pool (which can affect pricing competition) |
| Section Properties (Ix, Iy) | Project-specific per engineering calculations | Indirect — determines profile geometry which drives die complexity |
| Minimum Order Quantity | Varies by supplier and profile type | High — smaller runs carry higher per-metre cost due to setup amortisation |
Completing this table for your project before approaching suppliers accomplishes two things. First, it forces internal alignment between design, engineering, and procurement teams on what the project actually requires — no more discovering mid-tender that the architect’s sightline intent conflicts with the engineer’s structural needs. Second, it gives suppliers the information density they need to quote accurately and competitively, eliminating the padding that inevitably inflates prices when aluminum profiles are specified ambiguously.
With your technical parameters locked down, the next challenge shifts from knowing what to specify to knowing how to evaluate the suppliers quoting against those specifications — a process where certifications, production capabilities, and red flags tell you more than price alone ever will.
How to Evaluate and Compare Aluminium Profile Suppliers
Price is the number everyone looks at first. It is also the worst single metric for choosing between aluminium window extrusions suppliers. Two quotes can land within 5% of each other yet represent vastly different levels of process control, technical support, and delivery reliability. The differentiators that actually protect your project live in certifications, production infrastructure, and how a supplier behaves during the quoting process itself.
Certifications and Quality Management Systems
Certifications exist to verify what a supplier claims. They represent independently audited process controls — not marketing copy — and they reduce buyer risk in measurable ways.
The baseline is ISO 9001 quality management certification. It confirms that the aluminum profile manufacturer operates a documented system for controlling production processes, managing non-conformances, and driving continuous improvement. Without it, you are relying entirely on trust rather than verified systems.
For surface treatment quality, two certifications matter most. Qualicoat verifies powder coating processes — pre-treatment quality, film thickness consistency, adhesion, and weathering performance. Qualanod does the equivalent for anodising, confirming oxide layer thickness, sealing quality, and colour uniformity. An aluminium profile supplier holding both certifications (or sourcing from accredited finishers) demonstrates that their coated profiles meet European architectural standards for durability and appearance consistency.
In markets referencing American standards, AAMA verification confirms that finished profiles meet specific performance tiers (2603, 2604, or 2605) through third-party laboratory testing. For Australian projects specifying AAMA-rated finishes, verify that the supplier can provide test reports from an accredited laboratory — not just a claim of compliance.
These certifications narrow your risk exposure. They do not guarantee perfection, but they confirm that systems exist to catch problems before profiles reach your fabrication floor.
Production Capability and Capacity Indicators
Certifications tell you about process discipline. Production capability tells you whether the supplier can physically deliver what your project demands — on time, at scale, and in the profile geometries you need.
Key indicators to assess when evaluating aluminum profile manufacturers include:
- Press tonnage range — larger presses (2,000 to 10,000+ tonnes) handle bigger circumscribing circle diameters, meaning wider and more complex profile cross-sections. If your project includes large commercial mullions or curtain wall sections, confirm the supplier’s press capacity can accommodate them.
- Number of extrusion lines — multiple lines provide scheduling flexibility. A single-line operation means your order competes with every other job for press time, making lead times less predictable during peak demand.
- In-house finishing — suppliers that anodise or powder coat on-site maintain tighter quality control and faster turnaround than those outsourcing to third-party finishers. Ask directly whether finishing is internal or subcontracted.
- Fabrication services — some aluminium frames suppliers offer downstream processing: cutting to length, CNC machining, punching, and even pre-assembly. These integrated services reduce your coordination overhead and the number of handoffs where quality can slip.
Minimum order quantities tie directly to production economics. A supplier quoting a 500 kg MOQ on a custom profile is signalling that their setup costs and press changeover times demand a certain run length to remain viable. Buyers with smaller volumes should look for aluminum profile suppliers maintaining large die libraries of standard sections — these can often be supplied at lower MOQs because the die is already in rotation for multiple customers.
Red Flags When Evaluating Potential Suppliers
Some warning signs become visible well before you place an order. Pay attention to supplier behaviour during the enquiry and quoting phase — it reliably predicts how they will perform during production and delivery.
Warning signs that should give any procurement team pause:
- Inability or unwillingness to provide material test certificates (mill certs confirming alloy composition and mechanical properties)
- No documented quality management system — or vague claims of “following ISO standards” without actual certification
- Refusal to provide reference projects or client contacts for verification
- Inconsistent communication during quoting — slow responses, contradictory information, or inability to answer technical questions about tolerances and alloy options
- Lack of technical support during specification development — suppliers who simply ask “send us your drawing” without offering engineering input or DFM (design for manufacturability) feedback
- Pricing dramatically below market without clear explanation — as industry guidance notes, price undercuts often correlate with inferior materials or inconsistent quality control
Contrast these with what reliable aluminium profile suppliers consistently demonstrate: proactive engineering support during the design phase, transparent lead time communication that acknowledges constraints rather than over-promising, willingness to provide sample profiles for physical evaluation before committing to production volumes, and clear documentation trails from quote through to delivery.
A structured evaluation approach — scoring potential partners across process capability, quality management, delivery reliability, technical support, and financial stability — transforms supplier selection from gut feel into an evidence-based decision. Procurement teams using weighted scoring systems (allocating heavier weighting to whichever factors matter most for their specific project) consistently report fewer quality disputes and fewer delivery surprises than those selecting on price alone.
Evaluation criteria tell you who to work with. The next question is how that working relationship actually unfolds — from initial drawings through die development, prototyping, and production scheduling — particularly when your project requires custom aluminum profile manufacturing rather than off-the-shelf sections.

The Custom Extrusion Process from Specification to Delivery
Knowing how to evaluate a supplier is one thing. Understanding what actually happens after you engage one — the sequence of decisions, approvals, and production milestones that turn a profile concept into delivered aluminium lengths — is something else entirely. Most buyers encounter this process for the first time under project pressure, with deadlines already tightening. Walking through each stage now gives you the foresight to plan procurement timelines realistically and avoid the bottlenecks that derail schedules.
From Drawings to Die Design and Prototyping
Every custom aluminium profile extrusion begins with geometry. Sometimes that geometry comes from architectural drawings specifying sightlines and frame depths. Sometimes it starts with performance requirements — a target U-value, a wind-load deflection limit, a specific glazing configuration — and works backward into a cross-sectional shape. Either way, the profile design must be finalised and frozen before tooling can begin.
The sequence typically unfolds like this:
- Profile design and optimisation — the buyer provides performance requirements or preliminary drawings. A capable supplier’s engineering team reviews the geometry for extrudability, suggesting modifications that improve metal flow through the die without compromising function. Wall thickness uniformity, tongue ratios, and corner radii all get scrutinised at this stage.
- Die design and manufacture — once the profile cross-section is approved, die fabrication begins. Die lead times scale with profile complexity: sections with a diagonal size under 150 mm typically require 7 to 8 days for die production, while larger sections (200 to 350 mm diagonal) can take 12 to 17 days. These timescales cover CNC machining, wire EDM, heat treatment, and nitriding of the die steel.
- Trial extrusion and sample approval — the new die runs trial lengths (typically 6 to 10 metres of sample material). These samples are checked for dimensional accuracy, surface quality, and structural integrity. The buyer inspects and either approves or requests die corrections. Budget time for at least one round of adjustments on complex hollow sections.
- Production scheduling — after sample sign-off, the order enters the production queue. Mass extrusion plus surface treatment typically takes 15 to 18 days, depending on volume and finishing requirements.
End to end, a custom extrusion profile aluminium project from confirmed drawings to shipped product runs approximately 20 to 25 business days under normal conditions. Urgent programmes can compress this to 7 to 10 days, but that requires exceptional coordination and usually carries premium charges. Suppliers offering engineering support during the design phase — helping optimise the aluminum extruded frame geometry for manufacturability before tooling starts — can prevent costly die corrections later and shorten the overall timeline.
Tooling Costs and Minimum Order Quantities
Custom die tooling is a fixed upfront investment. Unlike per-metre material costs, it does not scale with order volume — you pay the same for the die whether you run 200 kg or 20 tonnes through it. This economic reality shapes every conversation about minimum order quantities and per-unit pricing for custom aluminum window frames.
Typical tooling costs in the Australian market for window-grade profiles:
| Profile Type | Approximate Die Cost (AUD) | Typical Die Lead Time |
|---|---|---|
| Solid section (flat bars, angles) | $1,800 – $2,200 | 7–10 days |
| Standard hollow section | $2,800 – $3,500 | 10–14 days |
| Complex multi-chamber window profile | $5,000 – $7,500+ | 12–17 days |
These figures cover the die itself plus initial trial extrusions for sample approval. The pricing implication is clear: spread across a small order, die cost dominates the per-metre price. Spread across a large or recurring order, it becomes negligible. This is why MOQs exist — they represent the volume threshold where production economics make sense for both supplier and buyer.
Practical strategies to manage this cost driver include consolidating orders across project stages rather than placing multiple small runs, coordinating with other projects using similar extrusion aluminium profiles where die sharing is feasible, and planning procurement early enough to avoid rush charges that can add 20 to 30% to both tooling and production costs. For standard aluminum window components — sash sections, glazing beads, adaptors — consider whether a supplier’s existing die library already contains a suitable geometry before committing to custom tooling.
Working with a Full-Service Supplier Partner
The process above describes procurement as a linear sequence. In practice, complex fenestration projects rarely unfold so neatly. A multi-storey residential development might involve six window types across three facade orientations, each with different performance requirements, plus entry doors and balcony sliding systems — all needing coordinated aluminum windows fabrication schedules, consistent finishes, matched hardware, and staged deliveries aligned to construction sequencing.
This is where the distinction between a material supplier and a project-capable partner becomes tangible. A full-service supplier does not just extrude and ship. They support the entire procurement lifecycle:
- Reviewing architectural drawings and window schedules to recommend appropriate profile systems
- Calculating material quantities and optimising cut lengths to minimise waste
- Coordinating manufacturing timelines across multiple profile types and finish colours
- Managing quality control from incoming billet inspection through to final packaging
- Planning logistics and staged deliveries to match site readiness
For builders, developers, and procurement teams managing complex fenestration scopes, this integrated approach reduces the coordination overhead that otherwise falls on your team — chasing separate suppliers for profiles, finishes, hardware, and glazing components, then hoping everything arrives compatible and on schedule.
MEICHEN’s Services and Solutions offering illustrates what this type of engagement looks like in practice. Their project support spans from initial specification assistance and system recommendations through to manufacturing coordination, quality control, and delivery planning — effectively consolidating the fragmented procurement steps into a single accountable relationship. For teams running multi-stage developments or coordinating across multiple trades, that consolidation translates directly into fewer gaps, fewer delays, and lower project risk.
The value of this approach compounds on repeat projects. Die libraries build over time, production familiarity with your specifications reduces setup waste, and the supplier’s understanding of your quality expectations deepens with each order cycle. What begins as a transactional purchase of extrusion profile aluminium evolves into a genuine partnership — one where the supplier anticipates needs rather than simply responding to purchase orders.
Building the Right Supplier Partnership for Your Project
Selecting an aluminium window supplier is not a purchasing transaction — it is a project partnership decision with consequences that ripple through design flexibility, fabrication efficiency, construction sequencing, and long-term building performance. Every technical parameter covered in this guide — alloy selection, profile complexity, surface treatment, thermal break specification, and RFQ documentation — feeds into a single practical question: which supplier can deliver the right aluminium window frames to your site, on time, at the quality level your project demands?
Matching Supplier Capabilities to Project Requirements
Not every project needs the same type of supplier. The match depends on three variables: project scale, performance complexity, and timeline pressure.
Standard residential projects using catalogue aluminum frame windows — casement, awning, and sliding types in typical span ranges — need a supplier with reliable stock availability, competitive per-metre pricing, and consistent finish quality. Engineering depth matters less here because the profile systems are proven and the structural calculations are straightforward. What matters is delivery reliability and fabrication-ready dimensional consistency across production runs.
Complex commercial or multi-stage projects with custom profiles, tight thermal performance targets, or architecturally demanding sightlines need something different. Here, the supplier must bring engineering support during design development, prototyping capability for sample approval, flexible production scheduling across staged deliveries, and enough capacity to absorb programme changes without blowing lead times. The ability to advise on aluminum framing systems — recommending appropriate profile geometries for target U-values, wind-load ratings, and glazing configurations — separates a genuine technical partner from a commodity material source.
A mismatch in either direction costs money. Over-specifying supplier capability for a simple project means paying for services you do not use. Under-specifying for a complex project means discovering capability gaps mid-programme, when switching suppliers carries maximum disruption and cost.
Taking the Next Step Toward Supplier Engagement
Research only delivers value when it converts into action. Here is a clear path from the knowledge assembled in this guide to an actual procurement outcome:
- Define your specifications completely — use the RFQ parameter table from earlier to document alloy, temper, wall thickness, frame depth, thermal break width, surface treatment, colour, and required certifications. Incomplete specs generate incomparable quotes.
- Identify 2 to 3 suppliers matching your capability tier — assess against the evaluation criteria covered: certifications, press capacity, finishing capability, and MOQ alignment with your volumes. For aluminium frames for windows in standard residential applications, stock-holding distributors with established die libraries often provide the best value. For custom aluminum window frames or high-performance specifications, target suppliers with demonstrated engineering and project coordination capacity.
- Request quotes with full technical detail — submit identical specification packages to each shortlisted supplier. This enables genuine like-for-like comparison rather than the false precision of comparing quotes built on different assumptions.
- Evaluate responses on capability, not just price — score each response across technical compliance, lead time commitment, quality documentation, and service inclusions. A supplier quoting 8% less but offering no engineering support, no sample approval process, and vague delivery commitments is not actually cheaper when you account for the coordination burden and risk they transfer onto your team.
One principle underpins this entire process: engage suppliers early. Treating extrusion procurement as a downstream commodity purchase — something to action after design is frozen and construction is imminent — eliminates the design collaboration and timeline flexibility that deliver the best outcomes. Early engagement gives suppliers time to optimise profile geometry for manufacturability, propose aluminum window frame alternatives that reduce cost without sacrificing performance, and schedule production around your programme rather than squeezing your order into whatever press time remains.
For teams managing complex fenestration scopes — multi-storey developments, staged construction programmes, or projects requiring coordination across multiple window and door types — a supplier capable of supporting the full journey from drawings through manufacturing and delivery planning fundamentally changes the procurement experience. MEICHEN’s Services and Solutions page offers a useful reference point for understanding what that project-capable partnership model looks like in practice, particularly for builders, developers, and procurement professionals seeking a single point of coordination across specification support, system recommendations, quality control, and logistics.
The aluminium window extrusions suppliers you choose will shape your project’s quality, timeline, and total cost far more than most procurement decisions. Approach the selection with the same rigour you bring to structural engineering or architectural design — because the framing system holding your glass in place deserves exactly that level of attention.
Frequently Asked Questions About Aluminium Window Extrusions Suppliers
1. What alloy is best for aluminium window extrusions?
6063 aluminium is the industry standard for window extrusions in Australia. It offers the ideal combination of extrudability through complex hollow dies, excellent surface finish quality for anodising and powder coating, and sufficient structural strength for fenestration loads. The 6063-T5 temper suits most residential applications, while 6063-T6 provides roughly 30% higher yield strength for commercial projects with high wind-load requirements or large unsupported spans. Some suppliers also offer 6060 for precision decorative profiles requiring tight tolerances and exceptional formability.
2. How much does custom aluminium extrusion tooling cost in Australia?
Custom die tooling in Australia typically ranges from $1,800 to $2,200 AUD for solid sections, $2,800 to $3,500 AUD for standard hollow profiles, and $5,000 to $7,500 AUD or more for complex multi-chamber window profiles. This is a fixed upfront investment amortised across production volume, which is why minimum order quantities exist. Buyers can manage tooling costs by consolidating orders across project stages, coordinating die sharing where feasible, and planning procurement early enough to avoid rush charges that add 20 to 30% to both tooling and production costs.
3. What certifications should I look for in an aluminium extrusion supplier?
ISO 9001 is the baseline quality management certification confirming documented process controls. For surface treatment quality, look for Qualicoat certification (verifying powder coating processes including pre-treatment, film thickness, and adhesion) and Qualanod certification (confirming anodising standards for oxide thickness, sealing quality, and colour uniformity). In markets referencing American standards, AAMA verification confirms coatings meet specific performance tiers through third-party laboratory testing. These certifications represent independently audited systems that reduce buyer risk rather than marketing claims.
4. How long does the custom aluminium extrusion process take from order to delivery?
A custom extrusion project from confirmed drawings to shipped product typically runs 20 to 25 business days under normal conditions. This includes die fabrication (7 to 17 days depending on complexity), trial extrusion and sample approval, and mass production plus surface treatment (15 to 18 days). Urgent programmes can compress timelines to 7 to 10 days with premium charges. Engaging a full-service supplier like MEICHEN who offers engineering support during the design phase can prevent costly die corrections and shorten the overall timeline through their coordinated services and solutions approach.
5. What is the minimum wall thickness for aluminium window profiles in Australia?
Australian and international standards set a minimum wall thickness of 1.4 mm for residential window profiles, which provides adequate resistance to operational forces and maintains weatherseal compression. Commercial aluminium window framing typically requires 1.6 mm or greater, while high-rise and cyclone-rated applications in regions like northern Queensland may push to 2.0 mm or above. Thicker walls increase material weight and cost but deliver proportionally higher moment of inertia, the structural property determining deflection performance under wind load across a given span.
More Window & Door Guides




