
What Aluminium Windows and Doors Fabrication Actually Involves
People use the word “fabrication” loosely. Some confuse it with installation. Others think it covers the entire process of producing raw aluminium from ore. In reality, aluminium windows and doors fabrication sits in a very specific place within the supply chain, and getting that distinction right matters if you’re specifying products, evaluating suppliers, or considering workshop operations of your own.
Aluminium windows and doors fabrication is the process of converting pre-extruded aluminium profiles into finished, installation-ready window and door units through precision cutting, CNC machining, frame assembly, glazing, hardware fitting, and quality inspection.
What Fabrication Means in the Aluminium Joinery Industry
Three distinct stages exist in the aluminium joinery supply chain, and each involves different skills, equipment, and expertise. Manufacturing (extrusion) is the upstream process where raw aluminium billets are heated and forced through dies to create shaped profiles—frames, sashes, mullions, and transoms. Fabrication is the midstream process where those profiles are transformed into complete, functioning units sized to project specifications. Installation is the downstream process where finished units are fixed into building openings on site.
A fabricator doesn’t produce the raw aluminium profiles, and they don’t install the final product into a wall. What they do is take stock-length extrusions and perform every operation needed to turn them into a unit that’s ready for the installer to pick up and fit. That includes mitre or square cutting to size, machining drainage slots and hardware holes, assembling corners through crimping or screw-port methods, inserting sealed glass units, fitting handles and locking mechanisms, applying weatherseals, and running final quality checks.
Who Needs to Understand the Fabrication Process
Builders and project managers benefit from understanding fabrication because it affects lead times, tolerances, and coordination with other trades. Architects specifying aluminium doors and windows need to know which profile systems a fabricator supports and what finishing or thermal performance options are achievable within their design intent. Developers evaluating quotes can distinguish between fabricators with genuine production capability and resellers simply brokering product from another workshop.
For anyone considering setting up their own fabrication operation, grasping the full scope of work—from raw profile receipt through to dispatch of a finished unit—is the starting point for planning equipment, space, staffing, and quality systems. The process is more technical than it appears from the outside, and each stage carries decisions that directly influence the performance of the finished product.
The Complete Fabrication Workflow From Extrusion to Finished Unit
Each stage in the fabrication workflow builds on the one before it. A poorly cut profile leads to weak corner joints. A missed drainage slot causes water pooling years later. Understanding the full sequence—and where things can go wrong—is what separates reliable aluminium door and window manufacturing from operations that produce units destined for callback lists.
Here’s the complete workflow from stock-length extrusions arriving at the workshop through to a finished aluminium window with glass fitted and hardware operational:
- Profile receipt and inspection
- Measuring and marking to project specifications
- Cutting (mitre or square, depending on joint type)
- End milling and preparation
- CNC machining—routing, drilling, and punching for hardware, drainage, and ventilation
- Thermal break insertion (where applicable)
- Frame assembly via crimping or screw-port methods
- Corner cleaning and finishing
- Glazing bead preparation and cutting
- Glass unit insertion and sealing
- Hardware fitting and adjustment
- Weatherseal application
- Final quality inspection and dispatch preparation
Receiving and Inspecting Raw Aluminium Profiles
Fabrication begins at the loading dock. Aluminium window profiles arrive from the extruder in stock lengths—typically 5 to 7 metres—bundled and protected with plastic film or cardboard separators. Before anything gets cut, incoming profiles need checking against the order: correct system series, right wall thickness, matching finish batch codes, and no surface damage from transit.
This step catches problems early. Bowed lengths, die lines, scratches, or incorrect anodising batches discovered after cutting become expensive waste. For aluminium door window manufacturing, where profile sections are heavier and costlier, incoming inspection is even more critical. A single damaged 6-metre door stile can represent significant material loss.
Cutting, Machining, and Frame Assembly Steps
Cutting determines whether the finished frame will be square and properly sealed. Casement windows and hinged doors require 45-degree mitre cuts so profiles meet at neat corner joints. Sliding windows and doors use 90-degree square cuts because their frames join with internal connectors or T-junctions rather than mitred corners. Tolerances here sit within 0.5 mm on quality operations—anything looser and you get visible gaps or compromised weatherproofing.
After cutting, profiles move to machining. CNC routers and punching machines create drainage slots, lock keeps, hinge recesses, strike plate housings, and screw holes based on programmed specifications. For aluminium window frames, this typically means drainage weep holes along the sill and hardware positions on the stiles. Door profiles demand additional machining—multi-point lock keeps routed along the full height, heavier hinge pocket preparations, and threshold drainage channels.
Frame assembly follows. On mitred frames, a corner crimping machine uses hydraulic pressure to mechanically join the cut profiles at each corner. Four-corner crimpers handle all joints in a single operation for standard rectangular units. Screw-port assembly is the alternative method—used on square-cut frames where aluminium angle brackets or connectors are fastened with self-tapping screws. Both approaches apply across window and door production, though doors often use additional corner reinforcement plates given their larger size and operational loads.
Glazing, Hardware, and Final Inspection
With assembled frames cleaned and checked for square, glazing begins. Glazing beads—the aluminium or co-extruded clips that hold glass in place—are cut to length on a dedicated bead saw. The sealed insulated glass unit (IGU) is positioned into the frame rebate on setting blocks, gaskets are seated, and beads are snapped or pressed into their channels to lock everything in place. A completed aluminium window with glass fitted at this stage looks like a finished product, but it isn’t operational yet.
Hardware brings it to life. Friction stays or hinges for awning and casement windows, rollers and interlocks for sliders, multi-point locking mechanisms for doors—each piece is installed into the pre-machined positions and adjusted for smooth operation. Weatherseals and pile strips fill any remaining gaps between moving sashes and fixed frames.
Final inspection covers dimensions against the order, diagonal measurement for squareness, hardware function, seal continuity, drainage path verification, and a visual check for surface defects. Any unit that fails gets pulled back for correction before it leaves the workshop. This quality gate is the last line of defence in aluminium door and window manufacturing, and it’s where shortcuts show up as returns.
The workflow above applies broadly to both windows and doors, but the differences in scale, weight, and hardware complexity between the two mean that certain stages—particularly machining, assembly reinforcement, and hardware fitting—require distinct approaches for door units. Those differences deserve closer examination.
Thermal Break Technology and Energy-Efficient Fabrication
Step six in the workflow above—thermal break insertion—deserves far more attention than a single line item. For fabricators producing high quality aluminium windows and energy-rated door units, thermal break technology fundamentally alters the assembly process. It introduces additional materials, tighter tolerances, and different joining methods that ripple through every downstream stage.
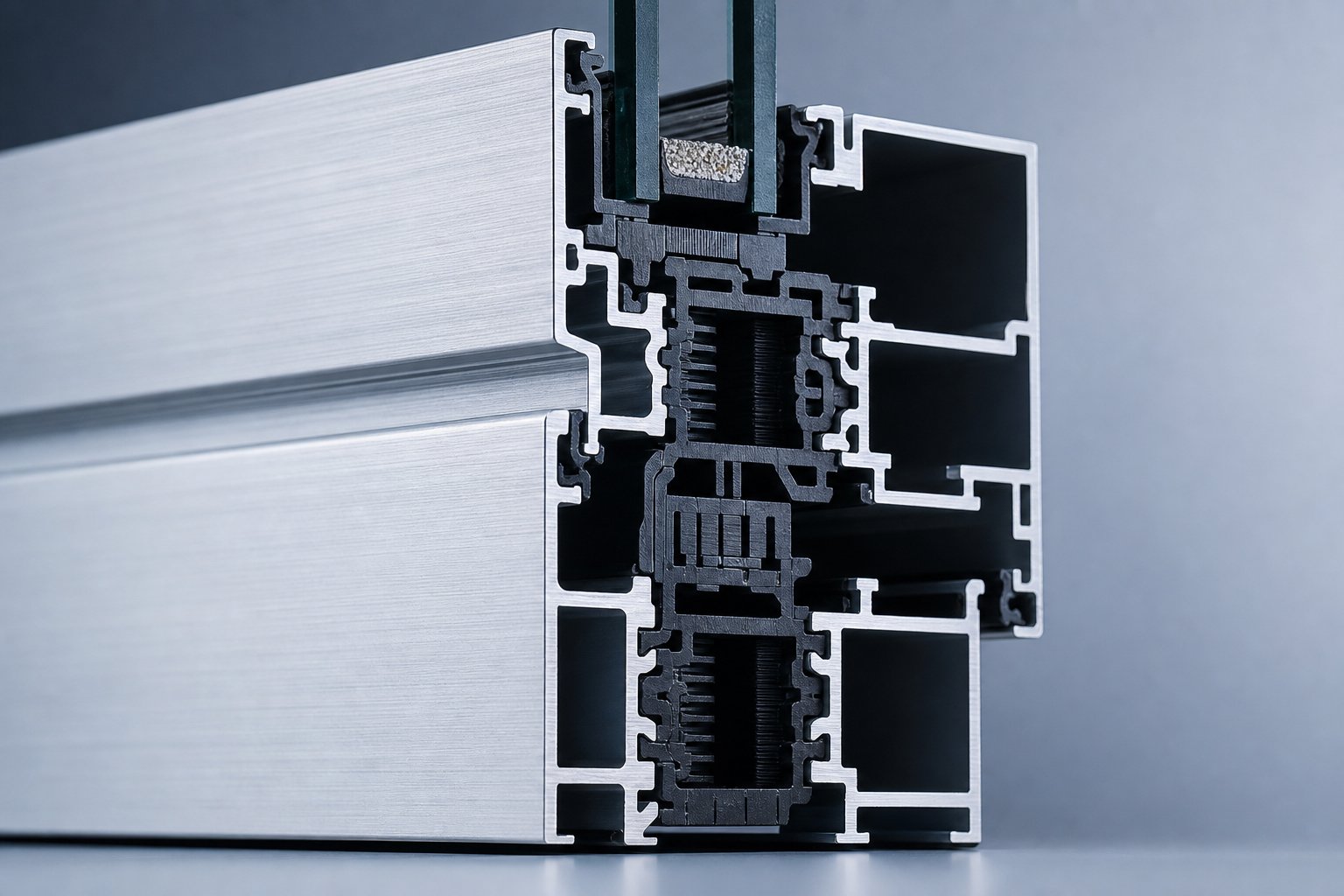
A thermal break is an insulating barrier—typically a polyamide (PA 6.6 reinforced with glass fibre) strip or a polyurethane resin—positioned between the interior and exterior faces of an aluminium profile. Aluminium conducts heat roughly 1,500 times more effectively than air, so without this barrier, a frame becomes a direct thermal bridge between inside and outside. The break eliminates metal-to-metal contact, dramatically reducing heat transfer through the frame and improving overall window energy performance under NatHERS and WERS assessments.
How Thermal Breaks Change the Fabrication Process
Standard aluminium profiles arrive at the fabrication workshop as single-piece extrusions ready for cutting and assembly. Thermally broken profiles are different. They arrive either as pre-assembled composite sections (already bonded at the extrusion plant) or as separate inner and outer halves requiring assembly in the fabrication line.
Two primary methods achieve the thermal separation. In the polyamide strut method, pre-extruded glass-fibre-reinforced strips are mechanically crimped into knurled grooves machined into each aluminium half. The knurling creates a textured surface that grips the strip when the aluminium is rolled inward under pressure—forming a permanent mechanical interlock. Each cavity width requires a specific strut dimension, meaning fabricators must stock multiple strip sizes across their system range.
The alternative—polyurethane pour-and-debridge—involves dispensing liquid two-part polyurethane into a cavity between temporarily connected aluminium halves, allowing it to cure, then mechanically cutting away the temporary aluminium bridge. This method offers lower thermal conductivity and reduces inventory complexity since the liquid fills any cavity geometry without needing pre-formed strips.
Both approaches add fabrication steps that standard profiles don’t require. The assembly sequence for polyamide strut insertion follows three core stages: knurling the aluminium grooves, inserting the strips into both halves simultaneously, then crimping (rolling) the aluminium over the strip edges to lock everything together. Modern aluminium windows produced on dedicated thermal break lines use machines that combine all three operations in a single pass, but the process still demands precise setup and calibration for each profile type.
Cutting and crimping techniques change too. Thermally broken profiles can’t be corner-crimped with the same force as solid sections—excessive pressure risks cracking the polyamide bridge or deforming the composite structure. Fabricators working with these profiles often use gentler crimping pressures combined with corner cleats, or switch to mechanical screw-fixed corners with internal reinforcement brackets.
When Thermal Break Profiles Are Required
In Australia, the National Construction Code (NCC) sets minimum energy efficiency requirements that vary by climate zone. Properties in cooler regions—climate zones 6, 7, and 8 covering areas like Melbourne, Canberra, Hobart, and alpine regions—face the strictest thermal performance demands on glazing assemblies. In these zones, achieving compliant NatHERS star ratings without thermally broken frames is increasingly difficult, particularly on projects with higher window-to-wall ratios.
Warmer climate zones (1 through 3, covering tropical and subtropical Queensland, the NT, and northern WA) historically placed less emphasis on frame conductivity since cooling loads dominate. But recent NCC updates have tightened requirements across all zones, and the best aluminium windows specified for these projects now frequently incorporate thermal breaks to meet the overall envelope performance targets—especially where WERS ratings are used for compliance pathways.
Project specifications also drive the decision. Commercial buildings, high-end residential developments, and any project targeting above-minimum energy ratings will typically mandate thermally broken aluminium window systems regardless of climate zone. Passive house and high-performance builds treat them as non-negotiable.
| Factor | Standard Profile Fabrication | Thermally Broken Profile Fabrication |
|---|---|---|
| Assembly steps | Cut, machine, crimp/screw, glaze | Knurl, insert strip (or pour/debridge), cut, machine, modified crimp/screw, glaze |
| Equipment needs | Standard saws, crimpers, CNC routers | Thermal break assembly line (knurling + insertion + crimping), modified corner joining equipment |
| Profile inventory | Single extrusion per section type | Inner/outer halves plus matching insulating strips (polyamide) or bulk resin (polyurethane) |
| Corner joining method | High-pressure crimping or screw-port | Reduced-pressure crimping with cleats, or screw-fixed mechanical corners |
| Thermal performance (frame U-value) | Typically 5.0–7.0 W/m²K | Typically 2.5–4.0 W/m²K |
| NCC compliance suitability | Limited to warmer zones or low window-to-wall ratios | Suitable across all Australian climate zones |
| Cost impact | Lower material and assembly cost | Higher material cost; additional processing time; greater durability and energy savings over lifecycle |
The performance gap in that table explains why modern aluminium windows specified for Australian projects increasingly default to thermally broken frames. For fabricators, the question isn’t whether to offer this capability—it’s how to integrate the additional assembly steps efficiently without bottlenecking production. That integration challenge extends beyond the thermal break itself and into another process that shapes both the fabrication sequence and final product durability: surface treatment and finishing.
Surface Treatments and Finishing Processes in Fabrication
Surface finishing isn’t a cosmetic afterthought. It’s an integral part of the fabrication workflow that determines corrosion resistance, colour longevity, and—critically—where in the production sequence certain operations can and cannot happen. For aluminium windows doors destined for Australian conditions, particularly coastal salt air, intense UV exposure, or bushfire zones, the finish choice shapes both the aesthetics and the service life of the final unit.
Anodizing, Powder Coating, and PVDF Explained
Three finishing methods dominate the alu windows market. Each works differently at a chemical and mechanical level, and each brings trade-offs fabricators and specifiers need to weigh.
Anodizing is an electrochemical process that converts the aluminium surface itself into a hard, stable oxide layer. The profile is submerged in a sulfuric acid electrolyte bath and subjected to controlled electrical current, growing an integral oxide coating typically 15 to 25 micrometres thick for architectural applications. Because the coating forms from the base metal rather than sitting on top of it, anodizing cannot peel or flake. It produces a rich metallic appearance in silver, bronze, or black tones—but the colour palette is inherently limited compared to paint-based systems.
Powder coating uses a different mechanism entirely. Dry powder—pigment encapsulated in a thermoset resin, usually polyester—is electrostatically charged and sprayed onto the aluminium surface. The profile then passes through a curing oven at roughly 200°C, melting and fusing the powder into a continuous film between 60 and 80 micrometres thick. The result is a hard, uniform finish available in virtually any RAL colour, plus textured, matte, or gloss options. This breadth of colour makes powder coating the default choice for most residential alum windows projects where architects specify custom colours.
PVDF (polyvinylidene fluoride) coatings sit at the premium end. Formulated with a minimum 70% fluoropolymer resin, PVDF finishes offer superior resistance to UV degradation, chalking, and chemical attack. They’re specified for aluminum windows doors in high-exposure environments—beachfront properties along the NSW or QLD coast, commercial facades with full sun orientation, or any project where colour retention over decades is non-negotiable. PVDF coatings are typically spray-applied as a liquid and cured, achieving coating performance that exceeds standard powder coat durability in accelerated weathering tests.
| Characteristic | Anodizing | Powder Coating | PVDF / Fluoropolymer |
|---|---|---|---|
| Durability (abrasion) | Very high (300-400 Vickers hardness) | High | High |
| UV / fade resistance | Excellent (unaffected by sunlight) | Good to high (resin dependent) | Excellent (industry benchmark) |
| Colour range | Limited (metallic tones only) | Virtually unlimited (RAL, custom) | Wide (custom colours available) |
| Cost tier | Low to moderate | Moderate | High |
| Coastal suitability | Moderate (vulnerable to salt in thinner coatings) | Good (with proper pretreatment) | Excellent (chemical inertness) |
| Best-use scenario | Storefronts, high-traffic areas, metallic aesthetic | Residential and commercial with custom colour needs | Coastal, high-UV, prestige commercial facades |
| Repairability | Renewable by cleaning; cannot be re-anodized in situ | Touch-up possible but visible | Touch-up possible but visible |
How Finish Selection Affects Fabrication Sequencing
Here’s where finishing gets interesting from a fabrication perspective: profiles are almost always finished before they arrive at the fabrication workshop. Extrusion plants send profiles through anodizing lines or powder coating booths in bulk stock lengths, then ship finished lengths to fabricators. This means every cut, drill, and rout performed during fabrication exposes raw aluminium at the machined edge.
That exposed edge is a vulnerability. For anodized profiles, machined areas lose the protective oxide layer entirely—there’s no practical way to re-anodize a small section in a fabrication workshop. Cut ends on anodized aluminium windows doors rely on being hidden within joints, sealed by gaskets, or protected by their position inside the frame rebate. For powder-coated profiles, touch-up paint matched to the original RAL code can be applied to machined areas, but the factory-baked finish will always outperform a field-applied brush touch-up in longevity and appearance.
This sequencing reality drives careful handling protocols during fabrication. Benches get lined with protective felt. Suction cups or padded clamps replace bare metal vices. Masking tape protects visible surfaces near machining points. A small scratch on a finished profile during cutting or assembly creates a defect that’s expensive to fix—or impossible to match—once the unit ships.
Batch consistency adds another layer of complexity. Architects specifying a particular colour across dozens or hundreds of alu windows expect visual uniformity. Powder coating batches can shift slightly between production runs, and anodizing exhibits colour variation based on the aluminium alloy’s metallurgical composition. Fabricators sourcing profiles for a single project need to ensure all material comes from the same coating batch and the same alloy lot—any mix creates visible inconsistency once units sit side by side on a facade.
For specifiers, the practical guidance is straightforward: finalise your finish selection early, communicate it clearly to the fabricator, and order sufficient stock in a single batch to cover the project plus a waste allowance. Changing colour mid-project introduces batch variation risk that no amount of quality control can fully eliminate.
Surface treatment protects the profile from its environment. But the profile itself must also withstand significant mechanical loads—particularly in door applications, where the scale of the frame, the weight of the glass, and the forces exerted by operation and locking hardware push fabrication requirements well beyond what a standard window demands.

Door-Specific Fabrication Challenges and Techniques
A window unit and a door unit might share the same aluminium profile system, the same powder coat colour, even the same glass supplier. But on the fabrication bench, they’re fundamentally different beasts. Door panels are heavier, taller, subject to greater operational forces, and carry more complex hardware. Every one of those differences translates into distinct machining setups, reinforcement strategies, and assembly sequences that fabricators ignore at their peril.
Here’s a direct comparison of where aluminium door window fabrication diverges from standard window production:
- Profile weight and section size: Door stiles and rails use substantially larger cross-sections—often 100 mm to 150 mm deep compared to 40 mm to 70 mm for residential window frames—requiring heavier-duty saws, larger clamps, and two-person handling.
- Corner reinforcement: Window corners rely on standard crimps or screw ports. Door corners typically require additional steel or aluminium reinforcement cleats, corner brackets, or spigot connections to resist racking under repeated use.
- Hinge preparation: Windows use friction stays screwed into pre-punched holes. Doors need deep hinge pockets routed into the stile, plus steel backing plates machined and fitted to spread load across the profile wall.
- Multi-point locking: Windows have a single espagnolette or cam lock. Doors demand full-height multi-point locking systems with keeps routed at multiple positions along the frame, strike plate housings machined into the jamb, and shoot bolt recesses in head and sill.
- Threshold and drainage: Door sills incorporate complex drainage paths, weather bars, and threshold ramps that require precise machining and careful sealing—none of which applies to a standard window sill.
- Racking tolerance: Doors must resist diagonal distortion (racking) from wind load and operation forces, demanding tighter squareness checks and sometimes diagonal bracing during assembly.
- Glazing weight: Door panels often carry double-glazed units exceeding 40 kg per panel, requiring heavier setting blocks and more robust glazing bead retention.
Heavier Profiles and Structural Reinforcement Needs
A hinged door panel 2,400 mm tall with a 10 mm toughened double-glazed unit can weigh upward of 80 kg as a finished assembly. That weight hangs off two or three hinges fixed into a single stile, concentrating massive shear forces at each hinge point. Standard aluminium wall thicknesses—around 1.6 mm on typical window profiles—simply can’t handle those loads without deformation over time.
Aluminium door manufacturers address this by specifying profiles with thicker walls (2.0 mm to 3.0 mm), deeper sections for greater moment of inertia, and internal reinforcement. Steel backing plates—usually 3 mm galvanised steel machined to nest inside the profile cavity—get positioned behind each hinge location. These plates distribute the hinge screw load across a wider area of the aluminium section rather than relying on thread engagement in the aluminium alone.
Machining these reinforcement plates and their corresponding profile cavities adds fabrication steps that window production doesn’t require. The plate must be cut to length, drilled to match hinge hole patterns, deburred, and then either fixed in position with structural adhesive or held by interference fit before the hinge screws pass through both plate and profile simultaneously.
Multi-Point Locking and Hardware Preparation
Multi-point locks are what make a door secure rather than simply closed. A typical residential aluminium door uses a central lock body with a euro cylinder, connected by stainless steel rods (shoot bolts) running vertically to hook bolts or mushroom cams at the top and bottom of the door panel—sometimes at mid-height positions too. The frame jamb needs corresponding keep housings at each locking point.
For the fabricator, this means routing a full-height channel or chase into the door stile to house the lock mechanism and its connecting rods. Keep pockets get machined into the fixed frame at precise heights matching the lock’s engagement points. Strike plates—the metal housings that the hooks or cams lock into—require recessed pockets routed into the jamb profile, plus screw holes for fixing. Tolerances here run tight: a keep positioned even 2 mm off-centre can prevent proper engagement, leading to a door that won’t lock or deadlatch correctly.
Alu windows and doors share some hardware concepts in principle, but the physical scale and complexity of door locking systems puts them in a different category of machining precision and setup time.
Sliding and Bi-Fold Door Assembly Considerations
Sliding doors introduce fabrication challenges that hinged units don’t face. Track systems must be perfectly straight and level over spans that commonly reach 3,000 mm to 6,000 mm for residential openings—and considerably more on commercial projects. The bottom rail of each sliding panel houses roller carriages with height-adjustable stainless steel wheels, and the profile must be machined with precise cutouts to accept these rollers and their adjustment mechanisms.
Interlock profiles—the vertical meeting stiles where two sliding panels overlap—require weatherseal grooves, finger pulls or flush handles, and sometimes intermediate locking points. Getting the interlock geometry right determines whether the door seals against wind-driven rain or leaks under pressure testing to AS 2047.
Bi-fold doors compound the complexity further. Each panel connects to the next via pivot hinges or carrier systems, with individual panels folding and stacking to one or both sides of the opening. The fabrication challenge lies in the carrier and pivot hardware—top-hung systems use roller carriages running in an overhead track, while bottom-rolling systems place the weight on floor-mounted tracks. Either way, each panel needs its pivot points machined at precisely matched heights, and the track profile must accommodate both rolling and pivoting movement without binding.
Pivot doors—increasingly popular in high-end residential window door aluminium applications—present their own demands. The pivot mechanism sits at a specific offset from the door edge (typically one-third of the panel width), meaning the head and sill profiles require reinforced pivot housings capable of supporting the full panel weight at an eccentric point. Floor springs or concealed overhead closers add further machining requirements into both the threshold and head frame.
What links all of these door types together is a common thread: the fabrication demands scale up sharply with panel size, weight, and operational complexity. The gap between fabricating a simple awning window and fabricating a three-panel bi-fold or a 2,700 mm pivot door is enormous in terms of equipment capacity, machining time, and assembly skill. That gap also widens further depending on whether the project sits in the residential or commercial sector—where profile sizes, testing standards, and documentation expectations diverge significantly.
Residential vs Commercial Fabrication Differences
The divergence between residential and commercial aluminium fabrication isn’t just about bigger profiles and more paperwork. It’s a fundamental difference in what the finished product must achieve, how it gets tested, and what documentation travels alongside it. Many aluminium windows and doors manufacturers specialise in one segment rather than both—not because they lack skill, but because each stream demands distinct equipment, workflow priorities, and project management processes.
Residential Fabrication Priorities and Profile Selection
Residential projects prize aesthetics, energy efficiency, and slim sightlines. Homeowners and their architects want minimal frame visible from inside the room, maximum glass area for natural light, and thermal performance that satisfies NCC energy requirements without bulky frame sections. Profile depths in the residential space typically sit between 45 mm and 100 mm, with wall thicknesses of 1.6 mm to 2.0 mm for standard window applications.
Residential aluminum window manufacturers tend to work with a narrower system range—perhaps two or three suites covering awning, sliding, and hinged door configurations. Production runs are smaller but varied: a single house might need fifteen different sizes across four opening types, each with a unique dimension. This variety-heavy workflow suits semi-automated workshops that can handle frequent setup changes without losing too much time between units.
Hardware selection leans toward smooth operation and clean appearance. Concealed hinges, flush locks, and slimline handles dominate residential specifications. Testing requirements exist but are less onerous—residential windows must comply with AS 2047 for minimum performance ratings, though the specific performance grades demanded are generally lower than commercial equivalents given the smaller panel sizes and lower building heights involved.
Commercial Project Requirements and Compliance
Commercial aluminium windows operate in a different environment entirely. Multi-storey facades, shopfront systems, and curtain wall integrations demand larger profile sections—depths from 100 mm up to 250 mm for curtain wall back members—with heavier wall thicknesses capable of resisting wind loads at height. A storefront system might span 3 to 4 metres in height, while curtain wall mullions commonly exceed 6 metres between anchor points.
Testing goes deeper too. Commercial projects require performance certification to specific pressure ratings for air infiltration, water penetration, and structural adequacy under wind load. These ratings must match the building’s engineered design wind speed at each facade zone—meaning a fabricator might produce units with different performance grades for the same building depending on floor level and orientation.
Documentation is where the workflow gap widens most. Commercial fabrication involves shop drawings reviewed and approved by architects and engineers before production begins. Each unit carries traceability—glass certificates, structural calculations for non-standard sizes, hardware compliance documentation, and test reports. Aluminium windows manufacturers serving this sector need robust administrative systems running alongside their production lines. Without that project management layer, a fabricator with excellent workshop skills will still struggle to deliver commercial work on time and to specification.
Integration with broader facade systems adds further complexity. Commercial aluminium windows often connect into shopfront framing or curtain wall mullions rather than sitting independently in a masonry opening. This means fabricators must produce components that interface precisely with other systems—matching glazing pocket depths, aligning thermal break planes, and accommodating structural movement joints between floors.
| Factor | Residential Fabrication | Commercial Fabrication |
|---|---|---|
| Typical profile depth | 45–100 mm | 100–250 mm (curtain wall back members) |
| Testing requirements | AS 2047 minimum ratings; standard performance grades | Project-specific pressure ratings for air, water, and structural loads; facade zone-specific testing |
| Hardware specification | Concealed hinges, residential locks, slimline handles | Heavy-duty pivots, commercial-grade closers, panic hardware, access control integration |
| Documentation | Order confirmation, basic compliance certificate | Shop drawings, structural calculations, test reports, glass certificates, full traceability |
| Production volume per project | 5–50 units (varied sizes and types) | 50–500+ units (often repetitive sizes across floors) |
| System integration | Independent units in masonry or timber openings | Interface with curtain wall, shopfront, or ribbon window systems |
| Key driver | Aesthetics, slim sightlines, energy rating | Structural capacity, compliance certification, facade coordination |
The table makes one thing clear: choosing between residential and commercial fabrication isn’t simply a matter of scaling up. It requires different equipment capacities, different quality management systems, and different relationships with engineers and project managers. That reality extends into how workshops themselves are configured—from equipment selection and automation level through to floor layout and production planning.

Manual, Semi-Automated, and Fully Automated Production Approaches
Equipment selection defines what a fabrication workshop can realistically deliver—in volume, consistency, and product complexity. Yet most discussions about aluminium windows and doors fabrication treat machinery as a shopping list rather than a strategic decision. The reality is that three distinct tiers of production exist, each with genuine trade-offs that shape everything from capital outlay to the quality tolerance of every unit leaving the floor.
Manual Workshop Operations and Their Limits
A manual fabrication workshop runs on operator skill. Hand-operated mitre saws with manual angle setting handle cutting. Bench-mounted routers with template guides create hardware pockets and drainage slots. Corner assembly happens on a manual crimping press or with hand-driven screw-port fixings. It’s slow, labour-intensive work—but the capital barrier to entry is low, and a skilled operator can produce quality units one at a time.
Throughput at this level sits around 5 to 15 window units per day depending on complexity, with doors taking considerably longer due to their additional machining and hardware requirements. The constraint isn’t just speed. It’s consistency. When every measurement, cut angle, and machining position depends on an individual operator reading a tape and setting a stop, variation creeps in across a production run. Two units of the same size might differ by a millimetre or more at critical points—acceptable on a one-off renovation, problematic across a 40-unit housing project.
Manual setups suit small-volume fabricators handling bespoke residential work, repair and replacement jobs, or niche products where each unit is genuinely unique. They’re also how many manufacturers of aluminium windows start before demand justifies greater investment.
Semi-Automated Equipment for Mid-Scale Production
Semi-automated workshops represent the middle ground where most Australian fabricators operate. The defining shift is the introduction of pneumatic or hydraulic machines with digital measurement systems and programmable stops. A semi-automatic saw reads a digital length display and uses pneumatic clamping and blade feed—the operator positions the profile and initiates the cut, but the machine controls the action. Copy routers use templates to guide machining patterns, reproducing identical hardware pockets across dozens of profiles without manual layout.
At this level, a workshop running window manufacturing equipment including a double-head mitre saw, a copy router, a four-head corner crimper, and a bead saw can produce 25 to 60 units per day. Quality consistency improves significantly because critical dimensions are set mechanically rather than measured by eye each time. Setup changes between different unit sizes still require manual adjustment, but the actual cutting, machining, and assembly operations carry far less operator-dependent variation.
The capital investment is moderate—enough to require proper business planning but achievable for established fabrication businesses looking to grow beyond a handful of units per day. Training requirements drop too, since operators manage the workflow and monitor quality rather than performing every precision task by hand.
Fully Automated CNC Fabrication Lines
Fully automated production is where an aluminium window factory operates at industrial scale. CNC machining centres accept a profile, read a programmed cutting list, and execute every operation—cutting to length, routing hardware pockets, drilling screw holes, punching drainage slots—in a single automated pass. The operator loads raw stock and removes finished components. Some lines integrate robotic handling to transfer profiles between stations without human intervention.
Throughput jumps dramatically. A CNC-equipped line can process profiles for 80 to 200+ window units per day, with every single machining operation placed to sub-millimetre accuracy regardless of whether it’s the first unit or the five-hundredth. This repeatability is what makes automated lines essential for commercial projects demanding identical performance across hundreds of units—and it’s what allows large-scale manufacturers of aluminium windows to service multi-storey developments without quality degradation.
The trade-off is capital cost, floor space, and the need for skilled programmers who can translate architectural drawings into machine code. A CNC machining centre for aluminium profiles represents a substantial investment, and the return only stacks up when production volume justifies the outlay. A machine for aluminium designs sitting idle half the week is an expensive piece of furniture.
Deciding which tier fits your operation isn’t guesswork—it follows a clear hierarchy of factors. Rank these in order when evaluating your path:
- Production volume: How many units per week does your current and projected workload demand? Manual suits under 50 units/week; semi-automated covers 50 to 250; fully automated serves 250+.
- Capital budget: Manual workshops can start under $50,000 AUD in equipment. Semi-automated setups typically require $150,000 to $400,000 AUD. Full CNC lines start north of $500,000 AUD and scale well beyond that for integrated systems.
- Product complexity: Simple rectangular windows with standard hardware can be produced manually without major quality risk. Complex configurations—thermally broken frames, bi-fold tracks, commercial-grade multi-point locking—benefit enormously from CNC precision where every pocket and hole position is programmed rather than templated.
- Quality consistency requirements: Projects demanding identical performance across large unit quantities—particularly commercial work with facade-zone testing—require the repeatability that only automated window manufacturing equipment delivers. Manual and semi-automated operations introduce unit-to-unit variation that may not meet tight specifications.
Most fabricators don’t jump straight from manual to full CNC. The typical progression is additive: a manual shop adds a pneumatic saw, then a copy router, then a CNC machining centre for their highest-volume profile types, gradually automating the bottlenecks that limit throughput or quality. Matching equipment investment to actual demand—rather than aspirational capacity—keeps the business viable while it grows.
Equipment alone doesn’t make a functional fabrication operation, though. Where those machines sit, how material flows between them, and whether the infrastructure supports the production volume all determine whether a workshop runs smoothly or chokes on its own layout. For some businesses, the smarter path isn’t investing in equipment at all—it’s partnering with someone who already has it.
Workshop Setup or Outsourcing to an Established Fabricator
Owning the right machines is one thing. Putting them in a space where material actually flows—without bottlenecks, backtracking, or safety hazards—is something else entirely. Plenty of fabrication workshops have capable equipment arranged so poorly that operators spend half their shift moving profiles around other machines to reach the next station. Planning the physical environment deserves the same rigour as selecting the equipment itself.
Space Layout and Material Flow Planning
The guiding principle for any aluminium fabrication workshop is unidirectional material flow. Raw stock enters at one end and finished units leave from the other, passing through each production stage in sequence without crossing back over completed stations. The logical progression runs:
- Raw profile storage (racking for 5–7 m stock lengths, accessible by forklift or overhead crane)
- Cutting station (mitre saw and square-cut saw)
- CNC machining or copy routing area
- Frame assembly (crimping machines, screw-port benches)
- Glazing benches (glass storage nearby, setting block and seal stations)
- Hardware fitting and adjustment
- Quality inspection and dispatch staging
Each zone needs enough buffer space between stations to hold work-in-progress without creating congestion. A small workshop might achieve this linear flow in 200 to 300 m² of floor area for manual or semi-automated production. Mid-scale operations typically need 500 to 1,000 m², while a fully automated aluminium window factory with CNC lines, glass storage, and dispatch bays can occupy 2,000 m² or more.
Ceiling height matters too. Profile stock arrives in lengths up to 7 metres, and vertical racking systems keep floor area free for production. A minimum clear height of 4 to 5 metres allows proper racking plus overhead lighting and extraction ducting without crowding the workspace.
Infrastructure Needs and Budget Considerations
Three-phase power is non-negotiable for anything beyond a purely manual shop. CNC machining centres, hydraulic crimpers, and automated saws all require three-phase electrical supply—and some larger machines demand dedicated circuits. Checking whether a potential site already has three-phase supply (or can be economically upgraded) should happen before signing any lease. Upgrading single-phase supply to three-phase through the local distributor can involve significant lead time and cost depending on the site’s distance from the nearest transformer.
Aluminium swarf—the fine chips and shavings produced during cutting and machining—creates housekeeping and safety challenges. Swarf extraction systems connected directly to saws and routers keep the workspace clean and reduce slip hazards. Dust from machining operations, particularly when cutting composite thermal break profiles, requires additional ventilation to maintain air quality for operators. A well-designed extraction system runs ducting from each machine to a central collector, with filtration appropriate to the particle size being generated.
Concrete floor thickness is another consideration often overlooked in initial planning. Fabrication equipment can weigh several tonnes, and a slab less than 150 mm thick risks cracking under concentrated point loads from machine feet or heavy stock racking.
Budget varies enormously by scale. A small manual workshop can be operational with modest equipment investment—basic saws, a bench crimper, hand tools, and some racking. Semi-automated operations require a step-change in capital for pneumatic machines, copy routers, and proper extraction. Fully automated lines push into territory where the facility build-out itself—electrical upgrades, compressed air, extraction infrastructure, and climate control—can rival the equipment cost. At every level, underestimating infrastructure spend relative to machine spend is the most common planning mistake.
When Outsourcing Fabrication Makes More Sense
Not every builder, developer, or aluminium windows contractor needs their own workshop. Setting up fabrication capability requires substantial capital, ongoing overheads (rent, power, maintenance, staff), and sufficient volume to justify those fixed costs. For many project-focused businesses, the smarter path is partnering with an established aluminium window supplier who handles production end-to-end while you focus on design, construction, and client management.
This approach is especially practical for builders running variable project pipelines where demand fluctuates quarter to quarter. Rather than carrying idle equipment through quiet periods, you tap into a partner’s existing capacity when work arrives. The right aluminium windows specialists operate as an extension of your project team—interpreting your drawings and schedules, recommending appropriate profile systems, calculating materials, coordinating manufacturing, running quality control, and managing logistics through to delivery at site.
As an example of this model in practice, MEICHEN’s project services support the full cycle from drawing review and system recommendations through material calculation, manufacturing coordination, quality assurance, and delivery planning. For builders and developers who need fabrication capacity without the capital equipment investment—or for an aluminum windows contractor scaling into aluminium joinery for the first time—this kind of partnership provides production capability on demand without the overhead of running a workshop.
The outsourcing route also gives access to systems and capabilities that a single workshop might not offer. Established aluminium window suppliers typically work across multiple profile systems, maintain relationships with hardware and glass suppliers, and hold quality certifications that individual operators would take years to build independently. For smaller firms facing resource limitations and technology challenges, a fabrication partner effectively removes those barriers without the associated capital risk.
Whether you build your own workshop or partner with an existing operation, the critical question remains the same: how do you evaluate whether a fabrication partner—or your own setup—can actually deliver what your projects demand? That evaluation requires knowing exactly what to look for and which questions cut through marketing promises to reveal genuine capability.

How to Choose the Right Fabrication Partner for Your Project
Evaluating a fabrication partner goes well beyond comparing unit prices on a spreadsheet. A quoted dollar figure tells you nothing about whether that supplier can interpret your architectural drawings accurately, recommend the right profile system for your performance requirements, or coordinate production timing with your construction programme. The difference between a capable aluminium windows manufacturer and one that creates project headaches often only becomes visible after you’ve committed—which is why the vetting process matters more than the price column.
Whether you’re a builder assembling a window manufacturers list for an upcoming multi-residential project, a developer evaluating aluminium window companies for a commercial fitout, or a contractor sourcing a single large sliding door, the evaluation framework stays consistent. What changes is the weighting you place on each criterion.
Key Capabilities to Evaluate in a Fabrication Partner
Not all factors carry equal importance. Some reveal whether a supplier can actually support your project; others simply indicate scale or market presence. Rank your evaluation using this priority structure:
- Project support depth: Can the fabricator take your drawings and schedules, then actively manage the process—system recommendations, material take-offs, production scheduling, and delivery coordination? The best aluminium window manufacturers function as project partners rather than order-takers. They identify specification issues before production, flag lead time risks early, and coordinate logistics around your site programme.
- System range and flexibility: Does the supplier work across multiple profile systems covering residential, commercial, thermally broken, and standard configurations? A fabricator locked into a single system limits your design options. You want access to slim residential suites for living areas, heavy-duty commercial sections for ground-floor shopfronts, and thermally broken options where NCC compliance demands them—ideally from one coordinated source.
- Quality control processes: Look for systematic inspection at multiple stages—incoming material checks, in-process verification during machining and assembly, finished product inspection, and packaging audit before dispatch. A fabricator who only checks at the end is catching defects too late. Ask to see their QC documentation and rejection protocols.
- Production capacity and lead time reliability: Can they handle your volume within your programme timeline? A workshop producing 20 units per week won’t serve a project requiring 150 units in six weeks. Equally important: do they have a track record of meeting stated lead times, or do promised dates slip regularly?
- Hardware and glass coordination: Top aluminium window manufacturers don’t just fabricate frames—they coordinate the full assembly including glass procurement, hardware selection, and accessory packages. This single-source accountability eliminates the finger-pointing that happens when frames arrive from one supplier and glass from another.
- Communication and responsiveness: How quickly do they respond to drawing queries? Do they provide a dedicated project contact? Can they issue production updates proactively rather than only when chased? For time-sensitive construction programmes, communication speed directly affects whether other trades can proceed on schedule.
- Certifications and compliance documentation: For commercial projects, fabricators must supply test reports, structural calculations for non-standard sizes, and compliance certificates referencing AS 2047 performance ratings. Even residential work requires documentation confirming the product meets NCC energy requirements. Verify that the supplier can produce this paperwork—not just the physical product.
As a practical illustration of what these criteria look like in action, MEICHEN’s project services demonstrate the full-cycle support model—from interpreting drawings and schedules through system recommendations, material calculation, manufacturing coordination, quality control, logistics, and delivery planning. For builders, developers, architects, and contractors evaluating potential partners, this kind of end-to-end capability is the benchmark against which other alum windows manufacturers should be measured.
Questions to Ask Before Committing to a Supplier
Procurement teams and builders often default to asking about price, lead time, and colour options. Those matter—but they’re surface-level. The questions that actually protect your project go deeper into process and capability:
On technical support: “If I send you architectural elevations and a door schedule, what do you need from me before you can produce a complete material list and quote?” A strong fabricator will walk you through their take-off process, flag any missing information (like performance grades or hardware preferences), and return a detailed specification—not just a lump-sum price.
On system selection: “Which profile systems do you fabricate, and how do you determine which system suits my project?” You’re looking for evidence that they match system selection to performance requirements, not simply default to whatever they stock most of. Climate zone, building height, panel sizes, and energy targets should all factor into their recommendation.
On quality and consistency: “What does your QC process look like between my order confirmation and dispatch? Can I see inspection records from a recent project?” Fabricators confident in their quality systems will share this readily. Hesitation or vague answers suggest inspection is informal rather than systematic.
On capacity and scheduling: “What’s your current production lead time, and how do you handle programme changes if my site schedule shifts?” Construction programmes move. A rigid fabricator who can’t accommodate a two-week delay or acceleration creates coordination problems downstream.
On accountability: “If a unit arrives on site with a defect or incorrect dimension, what’s your resolution process and timeframe?” This question separates professional operations from those that disappear when problems surface. The answer should include a clear procedure, a realistic turnaround for replacements, and willingness to take responsibility for manufacturing errors.
On logistics: “How do you package, protect, and deliver finished units to site? Do you coordinate delivery timing with my site manager?” Damaged product on arrival—scratched finishes, cracked glass, bent profiles—negates all the upstream quality control. Packaging method, transport protection, and delivery scheduling all deserve scrutiny before you commit.
These questions aren’t designed to catch suppliers out. They’re designed to reveal depth of capability. The top window manufacturers in this space welcome detailed questioning because it signals a buyer who values quality over lowest price—and those are the projects worth winning. When an aluminium windows manufacturer can answer every one of these questions with specifics rather than generalities, you’ve likely found a partner rather than just a supplier.
Frequently Asked Questions About Aluminium Windows and Doors Fabrication
1. What is the difference between aluminium fabrication and aluminium extrusion?
Extrusion is the upstream manufacturing process where raw aluminium billets are heated and forced through shaped dies to create profiles like frames, sashes, and mullions in stock lengths. Fabrication is the midstream process that takes those extruded profiles and transforms them into finished, installation-ready window and door units through precision cutting, CNC machining, corner assembly, glazing, hardware fitting, and quality inspection. A fabricator does not produce the raw aluminium—they convert it into a product sized and configured to project specifications.
2. What equipment is needed to start an aluminium window fabrication workshop?
The equipment depends on your production scale. A manual workshop requires a mitre saw, bench-mounted router, manual crimping press, and basic hand tools—suitable for under 50 units per week. Semi-automated operations need pneumatic double-head saws, copy routers, four-head corner crimpers, and bead saws, handling 50 to 250 units weekly. Fully automated CNC fabrication lines serve 250+ units per week with programmable machining centres and robotic handling. Beyond machinery, you need three-phase power, swarf extraction, compressed air, and adequate floor space with unidirectional material flow from raw stock storage through to dispatch.
3. Why are thermally broken aluminium frames important in Australia?
Thermally broken frames insert an insulating polyamide or polyurethane barrier between the interior and exterior aluminium faces, reducing heat transfer through the frame by more than 40%. In Australia, the National Construction Code requires minimum energy efficiency across all climate zones, and properties in cooler regions (zones 6, 7, and 8 covering Melbourne, Canberra, and Hobart) struggle to achieve compliant NatHERS star ratings without thermal breaks. Recent NCC updates have tightened requirements nationally, making thermally broken systems increasingly standard even in warmer zones for projects with higher window-to-wall ratios.
4. How does door fabrication differ from window fabrication in aluminium joinery?
Door fabrication involves significantly heavier profile sections (100–150 mm deep versus 40–70 mm for windows), requiring different saws, larger clamps, and two-person handling. Doors need steel reinforcement plates behind hinge points, full-height multi-point locking channels routed into stiles, threshold drainage machining, and corner reinforcement brackets to resist racking forces. Sliding doors add track alignment challenges and roller carriage fitting, while bi-fold doors require precisely matched pivot points across multiple panels. The machining time and assembly complexity for a door unit far exceeds a standard window.
5. Should I set up my own fabrication workshop or outsource to a partner?
The decision depends on your production volume, capital budget, and project pipeline consistency. Setting up a workshop requires substantial investment in equipment, premises, infrastructure, and skilled staff—justified only if you have steady demand to keep the operation running efficiently. For builders and developers with variable workloads, partnering with an established fabricator like MEICHEN (meichenwindows.com.au/services) provides production capacity on demand without fixed overheads. A capable partner handles drawing interpretation, system recommendations, material calculation, manufacturing coordination, quality control, and delivery logistics—effectively functioning as your production arm without the capital risk.
More Window & Door Guides




