
Understanding Aluminium Window Components and Their Functions
An aluminium window is not a single object. It is an engineered system where dozens of individual parts work together to deliver structural support, smooth operation, weathertight sealing, and thermal performance. Every extruded profile, gasket, hinge, and drainage slot plays a defined role, and when one element degrades, the entire assembly suffers. That interdependence is what makes aluminium window components worth understanding as a connected whole rather than a random collection of aluminium parts.
The aluminium door and window sector continues to expand across both residential and commercial construction, driven by demand for energy-efficient building materials, modern architectural aesthetics, and low-maintenance durability. In Australia, where harsh UV exposure, coastal salt air, and strict energy regulations shape building design, aluminium framing systems have become the dominant choice for new builds and major renovations alike. Their growing presence makes component-level knowledge increasingly relevant for anyone involved in specifying, installing, or maintaining these systems.
What Counts as an Aluminium Window Component
The term covers everything from the large structural profiles you can see and touch — outer frames, sashes, mullions — right down to micro-hardware that most people never notice. Corner cleats holding mitre joints together, glazing clips securing glass units, polyamide thermal break strips buried inside the profile, and tiny weep slots drilled into the sill all qualify as aluminum window parts. If it contributes to the window’s structure, movement, sealing, or drainage, it is a component. Even surface finishes like powder coating and anodising fall under this umbrella because they directly influence how long other parts survive in service.
Why Component Knowledge Matters
Whether you are a homeowner troubleshooting a drafty casement, a builder comparing quotes from two fabricators, or an architect specifying performance-driven facades for a coastal apartment block, knowing what sits inside your window system pays off in practical ways. You make sharper specification decisions, maintain the system more effectively, source replacement parts faster, and hold more informed conversations with suppliers and installers. Rather than relying on generic descriptions, you can identify the exact gasket, hinge type, or profile series that needs attention.
Aluminium window components fall into three broad families, each responsible for a distinct aspect of overall window performance:
- Structural elements — extruded frame profiles, sashes, mullions, transoms, corner joints, and reinforcement brackets that form the rigid skeleton and carry glazing loads.
- Hardware and operating mechanisms — handles, hinges, friction stays, locking systems, restrictors, and balance mechanisms that transform a static frame into a functional opening.
- Seals and weatherstripping — EPDM gaskets, brush seals, compression strips, drainage channels, and ventilation components that protect against air leakage, water ingress, and thermal loss.
Each category depends on the others. The strongest frame means little if its seals have perished, and top-tier hardware cannot function properly in a profile that has lost structural alignment. That system-level thinking shapes everything that follows.

Structural Frame Elements That Hold Everything Together
Structural elements do the heavy lifting. They carry the weight of double or triple-glazed units, resist wind pressure, anchor into the building envelope, and maintain tight tolerances over decades of thermal cycling. Without a solid structural skeleton, hardware binds, seals lose compression, and glass units shift. Understanding these aluminium window frame parts individually reveals how the whole assembly stays square, rigid, and functional.
Frame, Sash, and Sub-Frame Explained
The outer frame is the fixed perimeter that anchors directly to the building structure — whether that is a timber stud wall, a brick veneer opening, or a concrete reveal in a commercial facade. It creates a rigid, plumb boundary and carries all imposed loads back into the surrounding construction. In most Australian installations, the outer frame is mechanically fixed using masonry anchors or screw-through brackets, then sealed against the reveal with weather-rated silicone or compressible foam tape.
Sitting inside that outer frame is the sash — the panel that actually holds the glass. An aluminium window sash can be operable (hinged, sliding, or tilting) or fixed, but its job remains the same: secure the insulated glass unit within a rebated channel while allowing the gaskets to maintain even compression around the perimeter. The profile’s internal chamber design matters here. Multi-chamber sash profiles distribute structural loads more evenly and provide better thermal performance than simple single-chamber sections because the trapped air pockets act as insulation layers.
Bridging the gap between a rough structural opening and the precision-machined outer frame is the sub-frame, sometimes called a reveal liner or adapter. It compensates for uneven masonry, provides a true fixing surface, and often incorporates a cavity closer or damp-proof membrane. On renovation projects — common across older Australian brick veneer and weatherboard homes — the sub-frame is especially valuable because it allows a modern aluminium window frame material to sit cleanly within openings originally sized for timber joinery.
Mullions, Transoms, and Glazing Beads
Larger openings rarely contain a single pane. Vertical mullions divide the width into separate panels, while horizontal transoms split the height. Both serve dual roles: they carry structural load (particularly the self-weight of glazing above) and create the architectural pattern that defines a facade’s character. Mullions and transoms interlock with the outer frame using mechanical spigots or screw-fixed cleats, forming a grid that can accommodate any combination of fixed and operable panels.
Glazing beads are the trim profiles that lock glass units into their rebates. They come in two main forms. Snap-in beads clip into a channel machined along the sash or frame edge, relying on a barbed leg to grip securely — these are the most common in residential aluminium systems because they produce clean sight lines and allow straightforward glass replacement without specialist tools. Screw-fixed beads bolt through into the profile and are favoured for commercial applications where larger, heavier glass units demand a more positive mechanical connection. In both cases, the bead works in tandem with EPDM glazing gaskets to distribute pressure evenly and prevent glass-to-metal contact.
Corner Joints and Reinforcement
Every frame and sash is built from straight lengths of extruded profile cut at 45 degrees and joined at the corners. The integrity of those joints determines whether the window stays square over its service life. Three methods dominate.
Mechanical crimping uses a press tool to deform the aluminium around an internal corner cleat — a small die-cast or extruded L-shaped bracket inserted into the profile’s chamber. The crimped metal grips the cleat tightly, creating a rigid connection without adhesive. Corner cleats themselves are typically made from 6063-T5 alloy, matching the parent profile’s material properties. For higher-stress applications, polyurethane-based corner adhesives can be added to reinforce the mechanical joint, preventing the gradual loosening that daily thermal movement and operational vibration can cause over years of use.
Bracket reinforcements — pressed steel or aluminium angle plates screwed across the inner face of a joint — provide additional resistance against racking forces, particularly on large or heavy sashes. In commercial curtain wall systems, you may also find steel reinforcement bars slid inside the profile chambers at mullion-to-transom junctions to handle concentrated wind loads.
Corner joint quality is one of the most reliable indicators of overall fabrication standard. Poorly crimped or uncoated corners are vulnerable to filiform corrosion — thread-like oxidation that spreads beneath the powder coating from exposed cut edges, especially in warm, humid coastal climates common across much of Australia.
| Component Name | Position | Primary Function | Typical Material |
|---|---|---|---|
| Outer frame | Fixed to building structure at reveal perimeter | Anchors window assembly; transfers loads to building | 6063-T5 aluminium alloy |
| Sash | Sits within outer frame; holds glazing | Secures glass unit; enables operation (if operable) | 6063-T5 aluminium alloy |
| Sub-frame / reveal liner | Between rough opening and outer frame | Provides true fixing surface; bridges construction tolerances | 6063-T5 aluminium or galvanised steel |
| Mullion | Vertical divider within frame opening | Splits width into panels; carries glazing load | 6063-T5 aluminium alloy |
| Transom | Horizontal divider within frame opening | Splits height into panels; supports glass weight above | 6063-T5 aluminium alloy |
| Glazing bead | Inner edge of sash or frame rebate | Locks glass into position; distributes pressure with gasket | 6063-T5 aluminium (snap-in or screw-fixed) |
| Corner cleat | Inside profile chamber at mitre joints | Provides mechanical key for crimped corner connection | 6063-T5 die-cast or extruded aluminium |
| Bracket reinforcement | Inner face of corner or junction | Resists racking and wind loads at stress points | Pressed steel or aluminium angle |
These structural elements form the chassis upon which every other component depends. Their geometry defines gasket compression zones, hardware fixing points, and drainage pathways — which means the operating mechanisms and sealing systems explored next are shaped entirely by the profiles they attach to.
Hardware and Operating Mechanisms for Everyday Use
A perfectly fabricated aluminium frame with flawless corner joints and precision-machined rebates is still just an inert box until hardware brings it to life. The operating mechanisms — handles, hinges, locks, stays, and restrictors — are what transform a static assembly into something you can open, close, secure, and ventilate. They also happen to be the parts that wear fastest, get replaced most often, and cause the majority of service calls when they fail. For anyone maintaining or upgrading hardware for aluminium windows, knowing what each mechanism does and how it interacts with the profile is essential.
Handles, Hinges, and Locking Mechanisms
Two handle types dominate the aluminium window landscape, and the difference between them comes down to how the locking force is applied.
Cockspur handles are the simpler, older design. A wedge-shaped nose on the handle rotates over a raised striker plate fixed to the frame, pressing the sash against its seals at a single point. You will still find these on many Australian homes built from the 1970s through to the early 2000s. They are budget-friendly, robust, and easy to replace, but their single-point engagement limits both compression and security.
Espagnolette systems (often shortened to “espag”) work differently. Turning the handle drives a central gearbox connected to a metal rod running the length of the sash edge. Mushroom-shaped cams or rollers along that rod engage with keeper plates on the frame, pulling the sash tight at multiple points simultaneously. The result is stronger seal compression, better weather performance, and significantly improved forced-entry resistance. Most modern aluminium casement and awning windows installed across Australia use espagnolette locking as standard.
For projects requiring certified security performance, multi-point locking hardware tested to PAS 24 — the recognised standard for enhanced security windows and doors — provides resistance against common burglary attack methods. These systems combine espagnolette rods with shootbolts that extend from the top and bottom of the sash into the frame, creating a perimeter lock-up that is far harder to lever open than a single cockspur point.
On the hinge side, the choice depends on window type. Friction stays — slender stainless steel arms that fold flat against the frame when closed — are the standard for side-hung and top-hung aluminium casements. They control opening angle through calibrated friction in the sliding shoe, holding the sash at any position without a separate prop or stay arm. By contrast, traditional butt hinges (two knuckle plates pinned together) appear on some heavier or older aluminium sash designs but offer no friction control, requiring a separate casement stay to hold the window open.
Stays, Restrictors, and Balance Systems
Casement stays — the classic arm-and-pin arrangement — still appear on period-style aluminium windows where an authentic look matters more than modern convenience. They pin into a set of holes along a track plate, allowing the sash to be locked at fixed open positions. Awning windows use a similar principle but with the stay geometry rotated to suit top-hung operation.
Child-safety restrictors deserve special attention in any multi-storey Australian home. These devices limit the sash opening to approximately 100 mm — enough for ventilation but not wide enough for a child to pass through. They can be concealed within the frame, face-fixed to the profile surface, or integrated directly into friction hinges. Some release with a key-operated override for emergency egress or cleaning access. The National Construction Code (NCC) requires openable windows in certain locations to include fall-prevention devices, making restrictors a compliance item rather than an optional extra.
Sliding sash designs use a different class of hardware entirely. Because the sash moves vertically against gravity, it needs a counterbalance system to stay in position without slamming shut. Spiral balances — coiled steel rods housed in a tube — are the most common solution in aluminium vertical sliders. Block-and-tackle balances use a spring-loaded cord mechanism and suit heavier sashes. Both types are concealed within the frame jambs, and when they fatigue or snap, the sash drops — one of the most frequent repair triggers for older aluminium sliding windows.
Vintage and Legacy Hardware Identification
Australia has a vast stock of aluminium windows installed from the 1960s onward. Many homeowners searching for old aluminum window parts are dealing with systems from manufacturers that have since closed, merged, or discontinued specific product lines. Finding replacements for these legacy windows requires a methodical approach.
Start by looking for manufacturer stamps. These are typically embossed or printed on the frame edge (hidden by the sash when closed), on the face of the hinge arm, or sometimes inside the handle recess. Common markings include brand logos, profile series numbers, or date codes. If the stamp has worn away, measure the critical dimensions: hinge span (the distance between fixing screws), spindle length on handles, backset distance from the frame edge to the lock centreline, and profile channel width.
Those measurements can then be cross-referenced with aftermarket suppliers who maintain databases of obsolete aluminium window parts, including specialist dealers cataloguing hardware from legacy brands like Alenco, Stegbar, Dowell, and AWS. In many cases, a modern universal component — such as an adjustable cockspur handle or standard-span friction stay — will fit an older profile without modification. Where no direct match exists, a local aluminium window specialist can often machine an adapter plate or source compatible hardware from current production ranges.
A standard hardware set for a modern aluminium casement window includes the following essential items:
- Espagnolette handle (inline or cranked, with lockable key option)
- Espagnolette gearbox and locking rod with mushroom cams
- Keeper plates (strike plates fixed to the frame to receive locking cams)
- Pair of friction stay hinges (sized to match sash weight and width)
- Restrictor arm or integrated opening limiter
- Corner drive or corner transmission (transfers locking rod movement around corners on larger sashes)
- Hinge bolts or dog bolts (anti-lift security pins on the hinge side)
Each of these items is engineered to mount within specific channels and screw patterns machined into the aluminium profile. Swapping one part often means confirming that its fixing centres, stack height, and engagement depth align with the existing sash and frame geometry — a reminder that hardware never operates in isolation from the structural elements it bolts into, or from the sealing systems it must compress every time the window closes.

Seals, Gaskets, and Weatherstripping That Protect Performance
Every time a window closes, it is the seals — not the frame, not the hardware — that determine whether air, water, noise, and dust stay outside. These soft, often overlooked aluminium window supplies sit compressed between metal surfaces, silently doing their job for years until UV exposure, thermal cycling, and simple age cause them to harden, crack, or lose their shape. When that happens, even the most robust structural frame and the finest espagnolette hardware cannot prevent performance from collapsing. Seals and gaskets are the most frequently replaced parts for aluminum windows precisely because they are consumable by nature, yet they remain poorly understood by most homeowners and even some specifiers.
Gasket Types and Their Placement
Three gasket materials dominate modern aluminium window systems, each suited to a specific position and performance demand within the profile.
EPDM rubber gaskets (ethylene propylene diene monomer) are the industry workhorse. EPDM offers high resistance to UV rays, temperature extremes, and cleaning chemicals, making it ideal for exterior exposure in Australia’s punishing climate — from far north Queensland’s tropical humidity to Melbourne’s rapid temperature swings. EPDM gaskets maintain their elasticity across a wide thermal range, which matters because aluminium profiles expand and contract significantly with daily heat cycles. Most quality aluminium window systems use EPDM as the default gasket material across all positions.
Silicone-based seals offer superior temperature resistance and an exceptionally long service life, but they come at a higher cost and can be more difficult to bond to aluminium surfaces. You will typically find silicone seals in high-performance commercial systems or specialty applications where extreme heat exposure (such as windows facing direct western sun in inland Australia) demands a material that will not degrade under sustained thermal load.
TPE co-extruded gaskets (thermoplastic elastomers) represent a newer approach. During profile manufacture, the TPE seal is extruded directly into the aluminium profile’s gasket channel in a single production step, creating a permanent bond between the soft seal and the rigid frame. This eliminates the risk of the gasket pulling free from its groove over time — a common failure mode with push-in seals on older systems. TPE is softer than EPDM and offers excellent compression recovery, though it typically does not match EPDM’s longevity in high-UV outdoor exposure.
Where each gasket sits within the window assembly determines what it protects against:
- Glazing gaskets sit between the glass unit and the aluminium frame or glazing bead. They cushion the glass, prevent rattle, and form a primary water barrier around the perimeter of the insulated glazing unit. These gaskets must accommodate the full thickness of the glass — commonly 6 mm, 8 mm, or 10 mm for single panes, or 20 mm to 28 mm for double-glazed units typical in Australian residential builds.
- Perimeter gaskets (also called frame-to-sash seals or central joint seals) compress between the operable sash and the fixed outer frame when the window closes. They form the main weathertight barrier against wind-driven rain and air infiltration. Their compression is controlled by the locking hardware — which is why a misaligned espagnolette system often shows up as a seal problem first.
- Meeting rail seals sit where two sashes come together on double-hung or sliding windows. Because this junction lacks the rigid frame backing that perimeter seals enjoy, meeting rail gaskets rely on interlocking profile geometry to achieve adequate compression.
Choosing the correct gasket involves matching the material to the channel width, depth, and required Shore A hardness for the closing pressure at each specific position. A gasket that is too soft will over-compress and lose memory; one that is too hard will not deflect enough to form a reliable seal.
Weatherstripping and Brush Seals
Beyond the primary gaskets, aluminium windows use secondary weatherstripping systems tailored to their operation type. These window accessories handle the dynamic sealing challenges that rigid gaskets cannot address — particularly on sliding and moving sash configurations where contact surfaces shift relative to each other.
Pile weatherstripping (brush seals) is the standard for aluminium sliding windows and sliding doors. Fine polypropylene or nylon fibres anchored in a woven backing strip are inserted into a narrow channel along the sash or frame interlock. The fibres flex as the sash slides past, maintaining contact without creating excessive friction. Fin seal — a variation that adds a plastic Mylar fin centred within the pile — significantly improves air and dust sealing on sliding aluminium windows and is rated as very durable by the U.S. Department of Energy’s weatherstripping guide. In Australian coastal areas where wind-borne sand and salt are constant, fin seals outperform standard pile by preventing fine particles from migrating through the brush fibres.
Foam compression strips (closed-cell or EPDM tape) line the stops of casement and awning windows, compressing as the sash closes against them. They are inexpensive and simple to replace, but their durability is lower than moulded EPDM gaskets — expect replacement every five to eight years in exposed positions. Open-cell foam variants degrade faster and should be avoided on exterior applications.
Magnetic weatherstripping, functioning similarly to a refrigerator door seal, appears in some premium aluminium window systems where an exceptional airtight seal is required. The magnetic attraction pulls the sash firmly against the frame, creating consistent compression across the full perimeter without relying solely on hardware lock-down force.
When any of these sealing elements degrade, the consequences cascade. Air infiltration increases heating and cooling loads — a meaningful cost in Australian homes already managing high summer cooling demand. Water ingress follows, particularly during the intense storm cells common across the eastern seaboard. And acoustic transmission rises noticeably; a gap as small as 1 mm in a perimeter gasket can reduce a window’s sound insulation by several decibels, which matters along busy roads or under flight paths.
Drainage and Pressure Equalization
Even the best sealing system accepts that some moisture will reach the internal cavities of an aluminium window. Condensation forms within hollow profiles, wind-driven rain defeats outer seals during extreme events, and capillary action draws water into micro-gaps. Rather than trying to make the system perfectly watertight (an impossible standard over decades of service), well-designed aluminium windows manage water through controlled drainage and pressure equalization.
Weep holes are small slots or drilled openings — typically 5 mm x 16 mm or larger — machined into the bottom rail of the sash and the sill of the outer frame. They allow any water that collects in the profile’s internal chambers to drain to the exterior by gravity. The height differential between the internal cavity and the external weep opening creates positive drainage pressure that pulls water out of the shallow passage. Without functioning weep holes, standing water accumulates beneath the glazing unit, accelerating sealant breakdown and potentially causing insulated glass to fog prematurely.
Weep holes face practical challenges. They are easily obstructed by insects, dirt, and debris — particularly in northern Australia where wasps are known to nest in uncovered drainage slots. Weep hole covers (small flap valves that close under negative wind pressure) prevent blockage while still permitting gravity drainage. Homeowners sometimes unknowingly seal these openings with caulk or exterior render, eliminating the drainage path entirely and causing internal water damage that manifests as mould growth or swelling around the window sill.
Pressure equalization slots work differently from weep holes. Positioned in the outer seal line, they allow the air pressure inside the frame’s drainage cavity to equalize with external wind pressure. When pressures match, water has no driving force to push inward. This principle — called rainscreen or pressure-equalized design — is the foundation of modern commercial curtain wall drainage but is increasingly applied in residential aluminium window systems designed to meet higher design pressure ratings for cyclone-prone regions across northern Queensland, the Northern Territory, and coastal Western Australia.
Trickle vents are slotted ventilation components fitted into the window head or frame that allow a controlled flow of background air into the room even when the window is fully closed. While not strictly a seal or drainage component, they interact directly with the sealing system by relieving internal negative pressure that could otherwise pull moisture through gaskets. In well-sealed, energy-efficient homes — particularly those targeting high NatHERS star ratings — trickle vents balance the competing demands of airtightness and indoor air quality.
Together, weep holes, pressure equalization, and trickle vents form an integrated moisture management strategy that complements the seals and gaskets rather than relying on them alone.
Recognising when your seals need attention is straightforward if you know what to look for. Watch for these warning signs:
- Cold drafts near the window edge when the sash is fully locked — indicating perimeter gasket compression loss
- Visible light gaps between sash and frame (check after dark with a torch held outside)
- Water staining, mould, or paint bubbling on the internal sill or surrounding plaster
- A noticeable increase in traffic noise or wind noise with the window closed
- Gaskets that appear flattened, cracked, whitened, or permanently deformed when you open the sash
- Condensation forming between double-glazed panes (suggesting glazing gasket failure allowing moisture into the sealed unit)
Any of these symptoms points to a specific seal or gasket that has reached the end of its service life. Replacing the affected component — rather than the entire window — restores performance at a fraction of the cost. The key is matching the replacement gasket to the exact profile channel dimensions, material hardness, and geometry of the original, which brings us to how the aluminium profiles themselves are manufactured and why their cross-sectional design dictates everything from seal fit to thermal performance.
Aluminium Profiles and the Extrusion Process
Every gasket channel, every drainage slot, every hardware mounting point discussed so far exists because someone designed it into the cross-sectional shape of an aluminium window profile — and that shape is born through extrusion. The process is deceptively simple in concept but extraordinarily precise in practice, and it is the single reason aluminium framing can deliver complex geometries that timber, steel, and uPVC simply cannot replicate. Understanding how aluminium window extrusion profiles are created explains why this material dominates performance-driven window design across Australia and globally.
How Aluminium Extrusion Creates Window Profiles
Picture forcing soft clay through a shaped cookie cutter, except scale everything up dramatically. A solid cylindrical billet of aluminium — typically around 200 mm in diameter — is heated to approximately 480 degrees Celsius until it becomes malleable but not molten. A hydraulic ram then pushes that softened billet through a hardened steel die at enormous pressure. The die contains a precisely machined opening that mirrors the exact cross-sectional shape of the finished window profile, including internal chambers, gasket grooves, screw ports, and thermal break channels.
What emerges from the other side is a continuous length of aluminium window profile — potentially 25 metres or longer — with every internal feature perfectly formed in a single pass. The profile then cools on a run-out table, is stretched to remove any curvature introduced during cooling, and finally cut to manageable stock lengths for fabrication.
The beauty of this process lies in its ability to produce hollow, multi-chambered sections with wall thicknesses as fine as 1.2 mm while maintaining tight dimensional tolerances. As one industry engineer describes it, the concept mirrors a Play-Doh press — the same principle of material forced through a shaped opening — except executed on an industrial scale with thousands of tonnes of hydraulic force and aerospace-grade tooling.
This extrudability is what gives aluminium its design advantage over competing frame materials. Timber requires milling and routing to create complex shapes, with each internal pocket adding machining time and cost. uPVC extrudes reasonably well but cannot achieve the fine wall thicknesses or sharp internal geometries that aluminium profiles manage routinely. Steel can be roll-formed or welded, but replicating aluminium’s intricate chamber structures is impractical. The result is that architects and engineers can design aluminium window profiles with narrow sight lines, integrated drainage paths, multiple seal grooves, and concealed hardware pockets — all formed in one continuous operation with virtually limitless design freedom.
Alloy Grades and Their Component Applications
Not all aluminium is the same. The alloy grade and heat treatment applied to window extrusion profiles determine their strength, surface quality, corrosion resistance, and workability. Two alloy designations dominate the window and door industry, each optimised for different roles within the system.
6063-T5 is the standard alloy for architectural aluminium window profiles worldwide. It delivers an ideal balance of properties: exceptional extrudability (allowing complex hollow sections and thin walls), a naturally smooth surface finish that accepts anodising and powder coating beautifully, and adequate structural strength for the vast majority of residential and commercial window applications. The T5 temper means the profile has been air-cooled after extrusion and then artificially aged to develop its mechanical properties — a cost-effective heat treatment that avoids the distortion risks associated with more aggressive processes. For intricate multi-chamber profiles with hollow sections, 6063-T5 remains the go-to choice because it flows cleanly through complex die geometries without the deformation issues that harder alloys can introduce.
6063-T6 steps up the strength by applying a full solution heat treatment and artificial ageing cycle after extrusion. This produces higher hardness and tensile strength than T5 while retaining good extrudability for most profile shapes. Many Australian fabricators specify 6063-T6 as a default because it offers a meaningful strength improvement — higher hardness values and better machining performance — without the cost penalty or surface quality issues of moving to a different base alloy entirely. It handles post-extrusion processing (drilling, routing, and CNC machining of hardware pockets) more cleanly than T5 because the increased hardness prevents burring and chip adhesion.
6061-T6 is reserved for structural applications requiring significantly higher tensile and yield strength. Think commercial curtain wall mullions spanning multiple storeys, large-format sliding door head tracks supporting heavy operable panels, or cyclic wind load applications in cyclone-rated zones. The trade-off is real: 6061 is considerably harder to extrude, limited to simpler cross-sectional shapes (solid bars, simple channels, round or square tubes), and produces a less refined surface finish that requires more preparation before coating. Its cost is higher, and most residential aluminium window components never demand its capabilities.
In practice, a typical Australian aluminium window uses 6063 alloy (T5 or T6) for all visible profiles — frames, sashes, mullions, transoms, glazing beads — and reserves 6061-T6 only for concealed structural reinforcement bars or sub-frames carrying concentrated loads. This layered approach matches material performance to actual demand without over-engineering or over-spending.
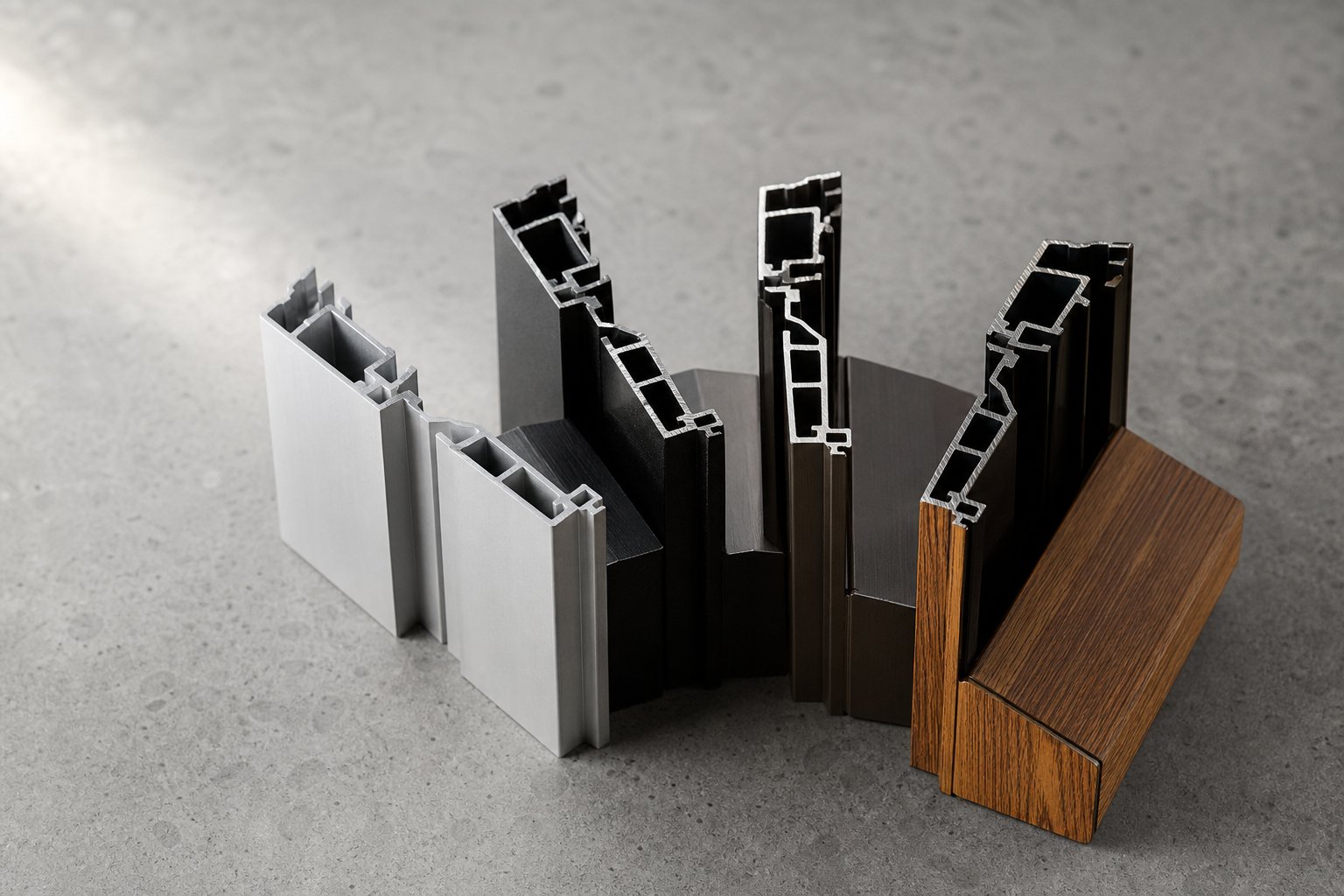
Thermal Break Technology in Profile Design
Aluminium conducts heat roughly 1,000 times more efficiently than the polyamide plastic used in thermal breaks. Without intervention, an aluminium frame acts as a direct thermal bridge between the conditioned interior and the outside environment — allowing heat to pour through in summer and escape rapidly in winter. In Australia’s climate zones, where NatHERS compliance demands increasingly stringent thermal performance from the building envelope, this conductivity problem cannot be ignored.
The solution is elegant. The aluminium window profile is manufactured as two separate sections — an outer face exposed to weather and an inner face exposed to the room — connected by an insulating bar rather than continuous metal. That bar is typically glass-fibre-reinforced polyamide (PA66), chosen for its structural rigidity, dimensional stability across temperature extremes, and thermal conductivity roughly 500 to 1,000 times lower than aluminium. The polyamide strips are mechanically crimped into dovetail-shaped channels on each aluminium section, creating a permanent structural bond while completely interrupting the thermal pathway.
Some premium systems use polyurethane pour-and-cut technology instead. Liquid polyurethane is injected into a cavity between the two aluminium sections where it expands, cures, and is then cut to separate the thermal zones. This approach can achieve wider insulation zones and is common in European-origin high-performance systems increasingly specified for Australian commercial projects.
Thermal break width matters considerably. Standard systems range from roughly 15 mm to 24 mm, while premium multi-chamber thermal breaks extend to 35 mm, creating substantial insulation zones that dramatically reduce frame U-values. The performance difference is significant: non-thermally broken aluminium frames typically have U-values around 5.8 to 7.0 W/m²K, while basic thermal break systems reduce this to 2.5 to 3.5 W/m²K, and premium systems achieve 0.8 to 1.5 W/m²K.
For Australian homes pursuing high WERS ratings or aiming for 7-star-plus NatHERS performance, thermally broken aluminium profiles offer a path to compliance without sacrificing the slim sight lines and design flexibility that make aluminium attractive in the first place.
There is a practical consequence for other components, though. Thermally broken profiles are physically wider than their non-broken equivalents because they contain two aluminium sections plus the insulating strip rather than a single continuous profile. This changes hardware mounting geometry — screws fixing hinges or locking mechanisms must anchor into the correct aluminium section (typically the inner one for security) rather than inadvertently passing through the polyamide break zone where holding strength would be inadequate. Gasket positions shift too, because the inner and outer seal planes are now separated by the thermal break rather than sitting within a single profile wall. Fabricators must use hardware specifically designed or approved for thermally broken systems, and mixing components intended for standard profiles can compromise both security and thermal performance.
| Profile Type | Thermal Performance | Typical Application | Complexity |
|---|---|---|---|
| Single-chamber (non-thermally broken) | Poor — frame acts as direct thermal bridge (U-value ~5.8–7.0 W/m²K) | Budget residential, internal partitions, non-climate-controlled spaces | Low — simple extrusion, standard hardware and gaskets |
| Multi-chamber (non-thermally broken) | Moderate — trapped air pockets slow conduction slightly but metal path remains continuous | Mid-range residential, light commercial, mild climate zones | Moderate — more complex die design, improved rigidity |
| Thermally broken (polyamide or polyurethane insert) | High — insulating bar interrupts thermal path (U-value ~0.8–3.5 W/m²K depending on break width) | High-performance residential, commercial facades, NatHERS-compliant builds, coastal and alpine zones | High — dual extrusion and crimping, specialised hardware mounting, wider profile depth |
The profile is where material science meets architectural intent. Its alloy grade determines strength and surface quality. Its extruded geometry defines where seals sit, where hardware mounts, and how water drains. And its thermal break strategy dictates energy performance for the life of the building. But the profile that leaves the extrusion press is bare metal — vulnerable to corrosion, UV degradation, and aesthetic monotony. What happens to its surface next determines how long every other component remains protected.
Surface Treatments That Extend Component Life
Bare aluminium does form a thin natural oxide layer within minutes of exposure to air — a self-healing skin roughly 2 to 4 nanometres thick that provides basic corrosion resistance in benign environments. But “basic” is not good enough for aluminium profiles for windows facing decades of Australian coastal salt spray, inland UV bombardment, or industrial pollution. Surface treatments take that baseline protection and multiply it by orders of magnitude, simultaneously delivering the colour, texture, and gloss that define a window’s visual character. The finish you choose is not cosmetic decoration layered on top of performance — it is performance, directly governing how long every gasket channel, hardware pocket, and drainage slot remains structurally sound.
Anodising vs Powder Coating vs PVDF
Three finishing systems dominate the aluminium window profile market. Each uses a fundamentally different process to achieve protection, and each suits different performance demands and project budgets.
Anodising is an electrochemical process that converts the aluminium surface itself into a hard, dense oxide layer — typically 15 to 25 microns thick for architectural applications. Unlike a coating applied on top, the anodic layer grows from the base metal and becomes an integral part of it. That means it cannot peel or flake. The resulting finish is exceptionally hard, abrasion-resistant, and unaffected by UV radiation — organic coatings will eventually degrade under sunlight, but anodised surfaces remain stable indefinitely against UV attack. Colour options, however, are limited to metallic tones: natural silver, bronze, black, and gold shades produced through dyeing or electrolytic colouring. The translucent nature of the anodic layer gives aluminium alloy windows a deep, rich metallic appearance impossible to replicate with paint. On the cost front, anodising is generally less expensive than high-performance spray coatings for standard colours.
The trade-off sits in chemical resistance. Anodised surfaces can be vulnerable to acidic pollutants in urban and industrial environments, where prolonged exposure eventually etches the oxide. In heavily polluted corridors — say, windows facing a busy freight rail line or adjacent to industrial exhaust — this can shorten the effective life of a thinner anodic coating. Thickness matters enormously: Class I anodising (minimum 0.7 mils / approximately 18 microns) lasts roughly twice as long as Class II (0.4 mils / approximately 10 microns) because coating life is directly proportional to thickness.
Powder coating applies a thermoset polymer — pigment encapsulated in powdered resin — electrostatically sprayed onto pre-treated aluminium and then cured in an oven at around 200 degrees Celsius. The result is a tough, uniform film typically 60 to 100 microns thick that provides excellent barrier protection against moisture and atmospheric corrosion. Powder coating offers a virtually unlimited colour palette, including custom RAL and proprietary shades, and produces no volatile organic compound (VOC) emissions during application — making it the more environmentally responsible choice compared to liquid solvent-based paints.
For standard residential aluminium window profiles, polyester powder coatings (often polyester TGIC formulations) provide good exterior durability at a moderate price point. They handle Australian UV exposure reasonably well in temperate zones, though gloss retention can diminish over time compared to premium fluoropolymer systems. Powder coatings are also repairable in the field with touch-up paint, though colour matching between factory-applied and field-applied finishes is never perfect.
PVDF coatings (polyvinylidene fluoride, sold under trade names like Kynar 500 and Hylar 5000) represent the premium tier. Formulated at 70% PVDF resin blended with acrylic, these fluoropolymer coatings deliver outstanding chemical resistance and weather resistance that outperforms both anodising and standard polyester in aggressive environments. PVDF is relatively chemically inert — window cleaners can use stronger cleaning agents without damaging the finish, and salt spray attacks far less aggressively than it would an anodised surface. Colour consistency is typically superior to anodising, and the range of available shades rivals standard powder coating.
The benchmark specification for high-performance PVDF spray coatings — AAMA 2605 (the most stringent North American standard, widely referenced in Australian commercial specification) — requires actual ten-year outdoor exposure testing in South Florida plus more than 4,000 hours of accelerated salt spray testing. That rigour translates to real-world durability measured in decades rather than years. For aluminium profiles for windows on coastal high-rises, beachfront homes, or any building within a few kilometres of the Australian shoreline, PVDF is often the only finish that warranty providers will stand behind for extended periods.
Wood-Grain Sublimation and Specialty Finishes
Not every project calls for a flat metallic or solid colour. Sublimation transfer technology allows realistic timber textures — jarrah, spotted gum, American oak, and dozens of other grain patterns — to be permanently bonded onto aluminium window profiles. The process works by wrapping a pre-powder-coated profile in a printed transfer film, then placing it in a vacuum oven where heat causes the dye to sublimate (transition directly from solid to gas) and penetrate into the powder coat layer. The result is a textured, photorealistic wood finish that wraps around every contour of the profile, including internal returns invisible from the exterior.
For Australian homeowners wanting the warmth of timber without the ongoing sanding, oiling, and rot-risk that timber demands in humid or coastal climates, sublimated aluminium offers a practical compromise. The underlying aluminium window profile retains all its structural and thermal advantages while presenting as timber from normal viewing distances. These finishes are increasingly popular on heritage-overlay projects where council requirements mandate a timber aesthetic but the building owner prioritises longevity and low maintenance.
Specialty coatings extend into more demanding territory. Marine-grade finishes — multi-layer systems incorporating zinc-rich primers beneath PVDF top coats — protect aluminium components in the most aggressive salt-laden environments, such as waterfront commercial buildings or island resorts. Anti-graffiti coatings, applied as a sacrificial or permanent clear layer over the primary finish, allow spray paint and marker to be removed with solvents without damaging the underlying colour coat — relevant for ground-floor commercial aluminium windows in urban streetscapes.
Corrosion Resistance Across Environments
Australia’s geography presents a full spectrum of atmospheric corrosion challenges. Coastal properties within 1 kilometre of breaking surf face salt spray concentrations that can overwhelm unprotected aluminium in weeks. Significant airborne chloride deposits have been measured more than 80 kilometres from the coastal shore — meaning many suburban homes sit within the corrosion influence zone without their owners realising it. Industrial corridors add sulfur compounds and particulates that combine with moisture to create acidic surface films. And standard urban environments, while less aggressive, still expose unfinished aluminium to enough pollutants to cause visible pitting within a few years.
The natural oxide layer on exposed aluminium reacts strongly with chloride ions, and once pitting initiates, it accelerates through the profile wall if left unprotected. The role of the applied finish is to prevent chloride from ever reaching the base metal. How well it does that job — and for how long — depends on both the coating system selected and the maintenance regime the building owner commits to.
Even the most durable finishes need periodic cleaning in coastal areas. A simple rinse with fresh water, or a wipe with mild soap solution, removes salt deposits before they concentrate and attack the coating surface. The critical point is that harsh alkaline or acidic cleaners and abrasive scrapers can breach the finish and expose the underlying aluminium to rapid localised corrosion — sometimes within weeks of the damage occurring.
| Finish | Process | Durability Rating | Best Environment | Maintenance Frequency |
|---|---|---|---|---|
| Anodising (Class I) | Electrochemical oxide growth from base metal; sealed pore structure | High (abrasion); moderate (chemical attack) | Urban, inland, high-traffic areas requiring scratch resistance | Annual wash; renewable by cleaning when aged |
| Polyester powder coat | Electrostatic spray of polyester TGIC resin; oven-cured at ~200°C | Moderate (5–15 years exterior depending on UV exposure) | Standard residential; mild coastal; temperate urban zones | Six-monthly wash in coastal areas; annual wash inland |
| PVDF (70% fluoropolymer) | Spray-applied 70% PVDF / 30% acrylic resin; factory-cured; 4,000+ hours salt spray tested | Very high (20–30+ years exterior performance) | Coastal, marine, industrial corridors, high-UV inland zones | Six-monthly fresh water rinse in salt-spray zones; annual elsewhere |
| Sublimation (wood-grain) | Powder coat base + vacuum heat transfer of dye pattern into coating surface | Moderate to high (dependent on base powder coat quality) | Residential, heritage overlays, sheltered facades | Annual wash; avoid abrasive cleaning that damages pattern layer |
| Marine-grade multi-coat | Zinc-rich primer + epoxy intermediate + PVDF top coat | Highest (engineered for extreme salt and moisture exposure) | Waterfront, island, offshore, heavy industrial marine | Quarterly rinse; professional inspection annually |
Selecting the right surface treatment is ultimately about matching the coating’s engineered lifespan to the environment it will face. Over-specifying wastes budget; under-specifying invites premature failure — and once corrosion breaches a profile wall at a gasket groove or hardware fixing point, the damage cascades into adjacent components far faster than most owners expect. That interconnection between finish durability and component performance becomes even more apparent when you examine how different window operation types place unique demands on their parts.
How Components Change Across Window Types
A casement window and a sliding window may sit side by side on the same facade, sharing identical aluminium window profiles, the same powder coat finish, and equivalent glazing units — yet their internal parts lists barely overlap. The operation type dictates which hardware attaches, where gaskets compress, how drainage routes, and what wears out first. This matters practically: if you are sourcing a replacement part, you need to know not just what brand and era of window you have, but what type it is, because the components are fundamentally different.
Casement and Awning Window Components
Casement and awning windows are both hinged types, but that simple label hides a distinct set of aluminium window components engineered specifically for outward-opening operation.
The defining hardware element is the friction stay hinge. Unlike a standard butt hinge that simply pivots, a friction stay incorporates a sliding track mechanism that controls sash movement while supporting its full weight at any opening angle. Two stainless steel arms fold flat against the frame when closed and extend outward along a track as the sash opens. The calibrated friction within the sliding shoe holds the window at whatever position you leave it — no separate prop or stay arm needed. For side-hung casements, friction stays mount along the top and bottom of the hinge jamb. For awning (top-hung) windows, the same hardware concept rotates 90 degrees to mount along the head rail, so the sash hinges from the top and the bottom edge swings outward.
Awning windows share hardware DNA with casements but demand top-hung hinge geometry that accounts for gravity acting differently on the sash. A side-hung casement’s weight hangs vertically below the hinge axis, pulling the sash down and outward. A top-hung awning’s weight hangs below the hinge line too, but the moment arm is shorter because the pivot sits at the top edge. This means awning friction stays can often be slightly shorter than casement equivalents for the same sash weight — though heavy double-glazed awning sashes still require heavy-duty friction stays with thicker stainless steel arms and reinforced rivets.
Locking is handled by espagnolette rods running along the sash edge opposite the hinges. Turning the handle drives mushroom cams into keeper plates on the frame, compressing the sash firmly against its perimeter gaskets. On larger casements, a corner drive transmission redirects locking force around the top or bottom of the sash for three-sided engagement. Restrictor arms — either face-fixed or integrated directly into the friction stay — limit opening distance for child safety or to prevent the sash fouling external obstacles like balcony balustrades.
Gasket configuration on outward-opening types is distinctive too. The outer weather seal sits on the frame, compressed by the sash closing against it. A secondary inner seal on the sash provides a backup barrier. Because the sash pushes outward into prevailing weather, the outer gasket faces full wind-driven rain pressure, making its compression quality and material durability critical — particularly in coastal Australian conditions where salt and UV assault that seal daily.
Sliding Window Components
Sliding aluminium windows operate on an entirely different mechanical principle. Rather than hinging open, one or more sashes glide horizontally along tracks within the frame. This fundamental difference replaces hinges, espagnolettes, and friction stays with a distinct family of parts.
Roller carriages are the heart of a sliding system. Mounted into the bottom rail of the sash, these small assemblies contain nylon or stainless steel wheels that ride along a raised track machined into the aluminium sill profile. Sash weight directly determines roller specification — heavier double-glazed sashes need larger diameter wheels with higher load ratings and more robust axle bearings. An undersized roller will flatten under load, creating friction that makes the window stiff and eventually grinding a groove into the sill track. Most quality systems use tandem-wheel carriages (two wheels per assembly) to distribute load and prevent tracking issues.
Interlocking meeting stiles form the vertical junction where two sashes overlap when closed. Unlike a casement’s simple frame-to-sash seal, a slider must create a weathertight barrier between two moving parts that pass each other. The aluminium windows profile at this point features a hook-shaped interlock geometry — the stile of one sash hooks behind the stile of the other, creating a labyrinth path that wind-driven rain must navigate to penetrate. Pile weatherstripping (brush seals) lines both meeting stiles, compressing as the interlock engages.
Anti-lift blocks are small nylon or aluminium clips fixed at the top of the frame track that prevent the sash from being lifted out of its channel from the outside — a basic but essential security measure. Without them, a sliding sash can often be levered upward and swung free, bypassing whatever lock is fitted.
Locking on sliders is typically simpler than on casements. A snib lock or bolt engages with a keeper on the meeting stile or frame jamb. Higher-security options include flush-mounted keyed locks that bolt the sash to the frame at one or multiple points. The sill track itself — a raised rail within the bottom frame profile — requires periodic cleaning because debris accumulation is the most common cause of stiff sliding operation. In tropical and subtropical regions across northern Australia, fine red dust, insect matter, and leaf litter fill sill channels quickly if they are not periodically vacuumed out.
Fixed and Specialty Window Components
Fixed-light windows strip the parts list down to its bare minimum. No hinges, no handles, no locking mechanisms, no friction stays. The sash is permanently sealed within the frame, which sounds simple but actually places greater demand on the glazing system because there is no option to adjust compression after installation.
Two glazing methods dominate fixed aluminium windows. Pressure plate systems use an external aluminium cover plate bolted through the frame with a gasket sandwiched between the plate and the glass. Tightening the bolts compresses the gasket evenly, and the cover plate distributes clamping force across the full perimeter. This system allows glass replacement without disturbing the frame — unbolting the pressure plate releases the glazing unit cleanly. Structural silicone glazing bonds the glass directly to the aluminium frame using high-modulus structural adhesive, eliminating visible external fixings entirely. The result is a flush, frameless appearance from the exterior, popular on contemporary facades. However, structural silicone demands precise surface preparation, controlled application conditions, and periodic inspection of bond integrity — making it better suited to commercial projects with planned maintenance schedules.
Among specialty types, tilt-and-turn windows represent the most complex hardware configuration available. A single handle controls two operating modes: turned upward, it tilts the sash inward from the top for ventilation; turned sideways, it swings the entire sash inward like a door for full access and cleaning. Inside the frame, a network of steel hardware runs around the entire perimeter of the sash, engaging and disengaging different locking points and hinge sets depending on handle position. Multi-point locks activate automatically when the handle returns to the closed position, pulling the sash tight against compression seals from all four sides simultaneously. This perimeter engagement creates exceptional airtightness and security — but the trade-off is hardware complexity. A tilt-and-turn mechanism contains more individual parts than any other window type, and diagnosing faults requires understanding which mode is misbehaving and which section of the perimeter hardware is responsible.
The table below maps how the component set shifts across the major types of aluminium windows, highlighting what is unique to each and what wears out most often.
| Window Type | Key Unique Components | Hardware Complexity | Common Replacement Parts |
|---|---|---|---|
| Casement (side-hung) | Friction stay hinges, espagnolette locking rod, corner drives, restrictor arms | Moderate — multiple interacting mechanisms along sash perimeter | Friction stays (worn shoes), keeper plates (misalignment), perimeter gaskets |
| Awning (top-hung) | Top-hung friction stays, espagnolette locking, chain winders (motorised options) | Moderate — similar to casement but with different hinge geometry | Friction stays, winder mechanisms (if chain-operated), EPDM gaskets |
| Sliding (horizontal) | Roller carriages, sill track, interlocking meeting stiles, anti-lift blocks, pile weatherstripping | Low — fewer mechanical linkages; gravity and rollers do the work | Roller carriages (worn wheels), pile weatherstripping (flattened fibres), snib locks |
| Fixed light | Pressure plates or structural silicone glazing, no operating hardware | Minimal — no moving parts | Glazing gaskets, pressure plate bolts (if corroded), silicone bond (re-sealing) |
| Tilt-and-turn | Perimeter multi-point hardware, dual-mode hinge sets, tilt restrictors, turn limiters | High — full perimeter mechanism controlled by single handle position | Gearbox (handle spindle wear), corner hinges, tilt restrictors, compression seals |
Recognising which component family your window belongs to is the first step toward effective maintenance. A sliding window owner chasing a draft should check pile weatherstripping and meeting stile interlock — not friction stays they do not have. A casement owner struggling with a stiff lock needs to inspect espagnolette cam alignment against keeper plates, not roller carriages that do not exist in their system. That operational context shapes every diagnostic and replacement decision, which is exactly why the next step is learning how to identify the specific failed component and trace its source.

Identifying and Replacing Worn Aluminium Window Components
Knowing what components exist inside your window system is one thing. Pinpointing which specific part has failed — and then tracking down an exact replacement — is where most homeowners, builders, and maintenance teams hit a wall. The window looks fine from across the room. It still opens and closes. But something is off: a draft creeps through one corner, the lock needs extra force, or water appears on the sill after heavy rain. Each symptom traces back to a single component, and finding it starts with reading the clues your aluminium window already provides.
Reading Manufacturer Stamps and Profile Codes
Every aluminium window system leaves identification marks — you just need to know where to look. Manufacturers stamp, emboss, or label their profiles with information that connects your window to a specific product range, making replacement sourcing dramatically easier than guessing from measurements alone.
Common locations for identification markings include:
- The frame edge concealed by the sash when closed — pull the sash open fully and inspect the vertical or horizontal frame rebate
- Inside the sash rebate behind the glazing bead, visible only when the bead is removed
- On the face of friction stay hinges or locking hardware (often laser-etched with brand and model codes)
- Behind the flyscreen, on the outer frame face that is normally covered
- On adhesive decals placed by the original installer — typically found on the frame jamb, inside the track, or near the latch area on sliding doors
These markings typically include the brand or manufacturer name, product series, compliance information, and sometimes specific part numbers. In Australia, common manufacturer stamps you might encounter include names like Alspec, Vantage, Wintec, Dowell, AWS, and Stegbar. Recognising the brand is often enough to narrow down the correct profile system and its compatible hardware range.
Profile codes — alphanumeric strings like “VM502” or “Series 616” — identify the exact extrusion die used to produce that aluminum profile for windows. With that code, a supplier can cross-reference the full component catalogue for your specific system: matching gasket profiles, compatible hardware fixing centres, and correct glazing bead dimensions. Batch numbers and date stamps (often in week/year format, such as “23/18” meaning week 23 of 2018) help determine whether the system is still in current production or has been superseded.
If your decals have faded or been painted over — common on older aluminium windows that have been through renovations — do not panic. Measurements, wheel type and diameter, handle shape, track profile, and locking mechanism style can all be used to identify parts when markings are no longer legible. Take your time, check behind hardware, wipe dust from concealed surfaces, and use a torch to illuminate recessed areas where stamps hide.
Diagnosing Component Failures
Most aluminium window problems announce themselves through symptoms that map reliably to specific components. Rather than replacing entire windows — an expensive and often unnecessary response — a targeted diagnosis identifies the one or two parts responsible. Here are the most common failure modes and what they point to:
Sagging sash (casement or awning) — The window droops when open, scrapes on the frame when closing, or no longer sits square in the opening. The culprit is almost always worn friction stay hinges. The sliding shoe inside the stay arm loses its calibrated grip over thousands of open-close cycles, allowing the sash to drop under its own weight. On heavier double-glazed sashes, this can develop within eight to ten years. Replacing the friction stays — rather than the entire window — restores correct operation.
Difficult locking or handle resistance — The espagnolette handle requires excessive force, or the lock cams no longer engage their keeper plates cleanly. This typically indicates misalignment between the sash and frame, caused either by worn hinges allowing sash drop (see above) or by keeper plates that have shifted on their fixings. Sometimes the building structure itself has settled, pulling the frame slightly out of square. Adjusting keeper plate position — or shimming the hinges — usually resolves the issue without replacing the lock mechanism.
Drafts and air leakage — Cold air near the window perimeter when fully locked points directly to degraded gaskets or weatherstripping. Weather seals and gaskets deteriorate over time due to UV exposure, temperature fluctuations, and general ageing, losing flexibility and creating gaps that allow air movement. On sliding windows, flattened pile weatherstripping at the meeting stiles is the usual suspect. On casements and awnings, hardened EPDM perimeter gaskets lose compression recovery and no longer spring back against the sash.
Water leaks at the sill — Water pooling on the internal sill or staining the surrounding plaster after rain usually means blocked weep holes or failed glazing seals. Insects, dirt, paint overspray, and render can obstruct drainage slots, trapping water inside the frame cavity where it eventually overflows inward. Clear the weep holes first — it is the simplest fix and resolves the majority of sill leak complaints. If weep holes are clear but water persists, the external perimeter sealant between frame and wall may have failed, or wind-driven rain is defeating aged outer gaskets.
Stiff sliding operation — A sliding window that drags, judders, or requires both hands to shift almost always comes down to dirt and debris accumulation in the window tracks or worn roller carriages. Clean the sill track thoroughly first. If smooth movement does not return, the rollers themselves have likely flattened or seized — particularly common on older aluminium sliding windows where original nylon wheels have been bearing load for decades. Roller replacement restores effortless glide without touching the frame or glass.
Increased noise transmission — A noticeable rise in traffic noise or wind sound with the window closed indicates seal failure even when no visible gap exists. Sound travels through surprisingly small openings; a 1 mm compression gap around a perimeter gasket can reduce acoustic performance meaningfully. This symptom often appears before visible drafts because sound energy penetrates gaps too small to feel as airflow.
Sourcing Replacement Parts Effectively
With the failed component identified and the profile system confirmed, the replacement pathway becomes straightforward. Follow this process to move from diagnosis to a functioning fix with minimal wasted time or incorrect orders:
- Photograph the component and any visible markings — Capture the full window, a close-up of the failed part, any manufacturer stamps or decals, and a ruler or tape measure in frame for scale. Clear photos equal quick and accurate identification support when dealing with suppliers.
- Record critical measurements — Hinge span (screw centre to screw centre), handle spindle length and backset, gasket channel width and depth, roller wheel diameter, or sash track width. These dimensions confirm compatibility even when brand markings are absent.
- Identify the profile system — Use the brand stamp, series code, or measurements to determine which aluminium window system you are working with. Australian-made systems from brands like Alspec, AWS, Capral, and Vantage maintain well-documented product catalogues. Imported systems may require additional cross-referencing.
- Contact the original manufacturer or their distributor network — Manufacturers who maintain full component inventories for their current and recent profile systems can supply exact-match replacements that guarantee fitment. This is the most reliable path for windows less than 15 to 20 years old.
- Explore aftermarket and universal options for legacy systems — For discontinued or obsolete aluminium window parts, specialist hardware suppliers maintain cross-reference databases matching old components to modern equivalents. Universal friction stays, adjustable cockspur handles, and standard-gauge pile weatherstripping can often replace legacy items without frame modification.
- Confirm installation requirements — Some components (gaskets, pile seals, rollers) are straightforward DIY replacements. Others (friction stays on upper-storey windows, espagnolette mechanisms, structural silicone) may require a qualified technician for safe and correct installation.
Working with manufacturers who design their aluminium window systems for long-term serviceability simplifies every step of this process. When a manufacturer maintains full component inventories, publishes technical drawings for their profile systems, and supports their products with accessible spare parts supply, a ten-minute diagnosis and a single phone call can resolve issues that would otherwise spiral into costly full-window replacements. MEICHEN’s aluminium window systems, for example, are engineered with component accessibility and long-term serviceability built into the design — with custom options and project-ready integration for Australian residential and commercial builds that keep maintenance pathways open throughout the window’s service life.
The broader principle is simple: every aluminium window is a system of replaceable parts, not a disposable unit. A worn friction stay does not condemn the frame. A perished gasket does not require new glass. A seized roller does not mean a new window. Targeted component replacement — informed by accurate identification and sourced through the right channels — extends the service life of the complete assembly by decades, at a fraction of the cost of wholesale replacement. That same component-level thinking applies equally when specifying a new window system from scratch, where the quality of each individual part determines whole-system performance from day one.
Choosing Quality Aluminium Window Systems for Your Project
Replacing a single gasket or sourcing a new friction stay is valuable knowledge. But when you are specifying new windows from scratch — whether for a new build, a major renovation, or a commercial project — the real leverage comes from evaluating every component layer as an integrated system before anything gets fabricated or installed.
What to Look for in Quality Components
Throughout this article, a clear pattern has emerged: individual parts either reinforce each other or undermine each other. A thermally broken window profile with premium polyamide inserts means little if the gaskets compressing against it are low-grade foam that perishes within three years. Certified multi-point locking hardware cannot perform its security function if the corner joints holding the frame square have been poorly crimped and allow racking under load. Every quality marker matters in context.
When evaluating an aluminium window system, look for these indicators working together rather than any single standout feature:
- Appropriate alloy grade — 6063-T5 or T6 for architectural profiles, with 6061-T6 reserved for genuine structural demands
- Thermally broken window profiles — polyamide PA66 strips of adequate width for your climate zone, with hardware engineered to mount correctly within the broken profile geometry
- Durable surface treatments — coating systems matched to your environment (polyester powder coat for sheltered inland sites, PVDF for coastal or high-UV exposure)
- Certified hardware — locking systems, friction stays, and rollers rated for the sash weight and security level your project requires
- High-quality sealing systems — EPDM or co-extruded TPE gaskets in correct Shore A hardness, with proper drainage and pressure equalization designed into the profile
A window where all five layers are specified to the same performance standard will outperform and outlast one where budget was saved on seals or hardware while splurging on the frame alone. System coherence is the differentiator.
Matching Components to Your Project Needs
Your project context determines which component attributes deserve priority. A beachfront home on the NSW South Coast or Queensland’s Sunshine Coast demands marine-grade finishes (PVDF or multi-coat systems), Grade 316 stainless steel hardware, and EPDM gaskets rated for salt exposure — no compromises. A multi-storey apartment building in Melbourne’s inner suburbs might prioritise thermally broken aluminum window frame profile systems with high-performance acoustic seals to manage traffic noise and NatHERS compliance, while hardware ratings focus on wind load capacity for upper levels.
Heritage renovations present a different challenge entirely. Slimline window profiles that replicate original proportions — narrow sight lines, minimal frame depth — require careful alloy selection and precise extrusion tolerances to deliver structural adequacy from a smaller cross-section. Council heritage overlays may also mandate sublimation timber-look finishes that mimic the original joinery while delivering modern thermal and acoustic performance underneath.
For readers ready to move from understanding individual components to evaluating complete window systems where profiles, hardware, seals, and finishes are all engineered to work together, MEICHEN’s aluminium window range offers a practical starting point — with custom configurations, multiple window types, and project-ready integration designed specifically for Australian residential and commercial builds.
The quality of a complete aluminium window is never higher than its weakest component. A premium frame cannot compensate for cheap seals, and certified hardware cannot overcome a poorly finished profile. Lasting performance comes from specifying every layer — structure, hardware, sealing, and finish — to the same standard, matched to the environment the window will face for decades.
Frequently Asked Questions About Aluminium Window Components
1. What are the main components of an aluminium window?
Aluminium windows consist of three interdependent component families. Structural elements include the outer frame, sash, mullions, transoms, corner cleats, and glazing beads that form the rigid skeleton. Hardware encompasses handles, friction stay hinges, espagnolette locking systems, and restrictors that enable operation. Sealing components cover EPDM gaskets, pile weatherstripping, compression seals, weep holes, and pressure equalization slots that prevent air, water, and noise infiltration. Each family relies on the others — strong frames mean little with perished seals, and quality hardware cannot function in a misaligned profile.
2. How do I identify replacement parts for old aluminium windows?
Start by locating manufacturer stamps on concealed frame edges, hinge faces, or behind flyscreens. Australian brands like Alspec, AWS, Capral, and Stegbar typically mark profiles with series codes and batch numbers. If markings have faded, measure critical dimensions such as hinge span, handle spindle length, gasket channel width, and roller diameter. Photograph the failed component with a ruler for scale, then contact the original manufacturer or a specialist aftermarket supplier who maintains cross-reference databases for discontinued systems. Manufacturers like MEICHEN who maintain full component inventories make long-term sourcing straightforward for their aluminium window systems.
3. What is the difference between thermally broken and standard aluminium window profiles?
Standard aluminium profiles use a single continuous metal section, allowing heat to transfer freely between indoors and outdoors with U-values around 5.8 to 7.0 W/m2K. Thermally broken profiles split the frame into two separate aluminium sections connected by an insulating polyamide (PA66) or polyurethane bar that interrupts thermal conductivity. This reduces frame U-values to between 0.8 and 3.5 W/m2K depending on break width. Thermally broken systems require wider profile depths and specialised hardware designed to anchor into the correct aluminium section rather than the insulating strip.
4. How often should aluminium window seals and gaskets be replaced?
EPDM rubber gaskets typically last 15 to 20 years in sheltered positions but may degrade faster under intense UV and coastal salt exposure common across Australia. Foam compression strips need replacement every five to eight years in exposed locations. Pile weatherstripping on sliding windows flattens over time and often requires attention within 10 to 15 years. Watch for warning signs including cold drafts near window edges, visible light gaps between sash and frame, water staining on internal sills, increased traffic noise, and gaskets that appear cracked, whitened, or permanently flattened when the sash is opened.
5. Which surface finish is best for aluminium windows in coastal Australia?
PVDF fluoropolymer coatings (such as Kynar 500) offer the strongest protection for coastal environments, withstanding over 4,000 hours of salt spray testing and delivering 20 to 30-plus years of exterior performance. For properties directly on the waterfront or within one kilometre of breaking surf, marine-grade multi-coat systems combining zinc-rich primers, epoxy intermediates, and PVDF top coats provide the highest durability. Standard polyester powder coatings suit sheltered inland sites but degrade faster under sustained salt exposure. Regardless of finish, six-monthly fresh water rinsing in salt-spray zones prevents chloride concentration that can breach even premium coatings.
More Window & Door Guides




